TUNGALOY - Полный каталог - Введение - 2014
для размещения заказа - tungaloy@tungaloy-tools.ru
Примечания для пользователей данного
каталога
Этот каталог содержит перечень инструментов предлагаемых компанией Тунгалой.
Спецификации и наличие конкретных позиций могут изменятся без предварительного уведомления.
Все размеры приведены в метрической системе исчисления (мм).
Узлы, использованные в каталоге, соответствуют принципам и стандартам международной организации ISO.
Обозначения, используемые для
отображения наличия продукции
: Имеются в наличии
: Сняты с производства
: Доступны в 2013
Отсутствие символа: Нет в наличии
Информация для заказа
При оформлении заказа необходимо указать номер из
каталога, тип марки сплава и количество.(Пример для TAC
пластин) CNMG120408-TM T9125, 10 шт.
TAC державки и TAC фрезы поставляются без пластин.
Пластины необходимо заказывать отдельно.
Для заказа особых сплавов или продукции, пожалуйста,
свяжитесь с ближайшим представительством компании
Примечание: Продукция, представленная в этом каталоге,
является актуальной на Июль 2012.
Тунгалой.
Положения каталога металообрабатывающей продукции Тунгалой
IПродукция, представленная в этом каталоге, отсортирована по типу обработки, например, TAC пластины для токарной
обработки, TAC токарные державки, резьбонарезной инструмент и свёрла. Пользователи могут выбирать оптимальные
инструменты, используя следующие критерии поиска.
zПоиск по номеру/алфавитному индексу (Глава 16)
Порядок нумерации продукции организован в алфавитном и числовом порядке в Главе 16. При поиске необходимой
продукции с известным каталоговым номером используйте эту индексацию.
zПоиск по класификации инструментов
При поиске продукции по типу инструмента откройте
заглавную страницу необходимого раздела. Например,
при поиске резьбонарезного инструмента TAC:
zПоиск из списка инструментов в каждом разделе
Найдите необходимый инструмент в списке
Руководство
Система маркировки расточных ТАС державок..................................................... 5–2
Схема новой расточной оправки ТАС "DoMiniBore".............................................. 5–4
Схема новой расточной оправки ТАС "Stream Jet Bar" ......................................... 5–6
Механизм крепления и технические показатели расточных оправок ТАС .. 5–9
Обзор "Stream Jet Bars"..................................................................................................... 5–10
Метод обработки внутренних сферических поверхностей............................... 5–26
5Расточные оправки ТАС
Продукция
Q“Stream Jet Bar”
SCLCR/L тип
SCLPR/L тип
SDQCR/L • SDUCR/L тип
SDZCR/L тип
SSKPR/L тип
STFCR/L тип
STFPR/L тип
STUPR/L тип
SVQBR/L • SVUBR/L тип
SVZBR/L тип
SVJBR/L тип
SVQCR/L • SVUCR/L тип
SVZCR/L тип
SVJCR/L тип
SWUBR/L тип
SEZPR/L тип
SEXPR/L тип
SYQBR/L тип
SYUBR/L тип
Q“DoMiniBore”
SWLXR/L тип
SDXXR/L тип
SDZXR/L тип
Q“Stream Jet Bar”
PCLNR/L тип
PDUNR/L тип
PDZNR/L тип
PSKNR/L тип
PTFNR/L • PTUNR/L тип
PVUNR/L тип
PWLNR/L тип
Q “Turning A”
ACLNR/L тип
ADUNR/L тип
ASKNR/L тип
ATFNR/L тип
AVUNR/L тип
AWLNR/L тип
Q “TurnTec”
TLANR/L тип
Q Универсальные
Расточные оправки ТАС
Расточные оправки ТАС
Расточные оправки ТАС
Расточные оправки ТАС
Расточные оправки ТАС
Расточные оправки ТАС
Расточные оправки ТАС
Расточные оправки ТАС
Расточные оправки ТАС
Расточные оправки ТАС
Q Втулки
(CC Пластины)
(CP Пластины)
(DC Пластины
(DC Пластины)
(SP Пластины)
(TC Пластины)
(TP Пластины)
(TP Пластины)
(VB Пластины)
(VB Пластины)
(VB Пластины)
(VC Пластины)
(VC Пластины)
(VC Пластины)
(WB Пластины)
(EP Пластины)
(EP Пластины)
(YW Пластины)
(YW Пластины)
(WX Пластины)
(DX Пластины)
(DX Пластины)
РРОВРВВРРСОРРРРОРРОааааааааааанннкббббсссссссссссвууурррртттттттттттотттааааааааааааааарррзттттчччччччччччнеееннннииииииииииинннооооовввввввввввнннеееееаааааааааааееернннннннннннрррреееиииииииииииааааасспсееееееееееессссффтотттт..ииииииивва..ааааеед..ч..ччччууррввввввв..р..иппииии..ннннннниие..в..ооввввууууууу..зчч..а..аааарратттттттее..н..рррррррннннн...сс....иииии....еееееееикк........енннннннооеееее.............нннннннее.....и.........еееееее.........рр..................пеееееее.........ее.........р.........пппппппзз..................оаа.........ррооррр..................фннддооооо..................ии.........иррффффф..................еел.........ееиииии...................изз...........ллллл...........аар...........иииии...........нн...........о...........ррррр...........ии...........в...........ооооо...........ееа...........ввввв......................нтт...........ааааа...........оои...........ннннн......................рре...........иииии................ц......ц.еееее........................оо.............................................вв.......................................................................................................................................................................
5–12
5–14
5–16
5–17
5–18
5–19
5–20
5–21
5–22
5–23
5–23
5–24
5–25
5–25
5–27
5–28
5–28
5–30
5–30
Растачивание и внутреннее подрезание торцов ..... 5–31
РОабсртаатчниовеанриаестиачвинвуатрниенен..е..е..п..р..о..ф...и..л..и..р..о..в.а..н..и..е....................
5–31
5–32
(CN Пластины)
(DN Пластины)
(DN Пластины)
(SN Пластины)
(TN Пластины)
(VN Пластины)
(WN Пластины)
Растачивание и внутреннее подрезание торцов.......
Внутреннее профилирование ............................................
Обратное растачивание .......................................................
Сквозное растачивание .........................................................
Рстачивание ..............................................................................
Растачивание и внутреннее профилирование ...........
Растачивание и торцевание.................................................
5–34
5–35
5–35
5–36
5–37
5–38
5–39
(CN Пластины)
(DN Пластины)
(SN Пластины)
(TN Пластины)
(VN Пластины)
(WN Пластины)
(LNMX Пластины)
Растачивание и внутреннее подрезание торцов ......
Растачивание и внутреннее подрезание торцов ......
Сквозное растачивание ........................................................
Растачивание в упор ...............................................................
Растачивание и внутреннее профилирование ...........
Растачивание и внутреннее торцевание .......................
5–40
5–41
5–42
5–43
5–44
5–45
Растачивание и внутреннее торцевание ................. 5–46
(TP, TN Пластины) Растачивание / растачивание в упор............................
(TP, TN Пластины) Растачивание ..........................................................................
(WB Пластины)
Растачивание .........................................................................
(C Пластины)
Растачивание / внутреннее торцевание .....................
(WN Пластины)
Растачивание / внутреннее торцевание .....................
(EP, SP Пластины) Растачивание / внутреннее торцевание .....................
(SN Пластины)
Растачивание / сквозное растачивание ......................
(DC, DN Пластины) Растачивание / внутреннее профилирование .........
(VB, VC Пластины) Растачивание / внутреннее профилирование .........
(DC, DN Пластины) Растачивание / Обратное растачивание ....................
5–48
5–51
5–54
5–55
5–58
5–59
5–59
5–62
5–65
5–67
5–68
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Выберите раздел
резьбонарезных
инструментов TAC.
Выберите страницу
искомой продукции.
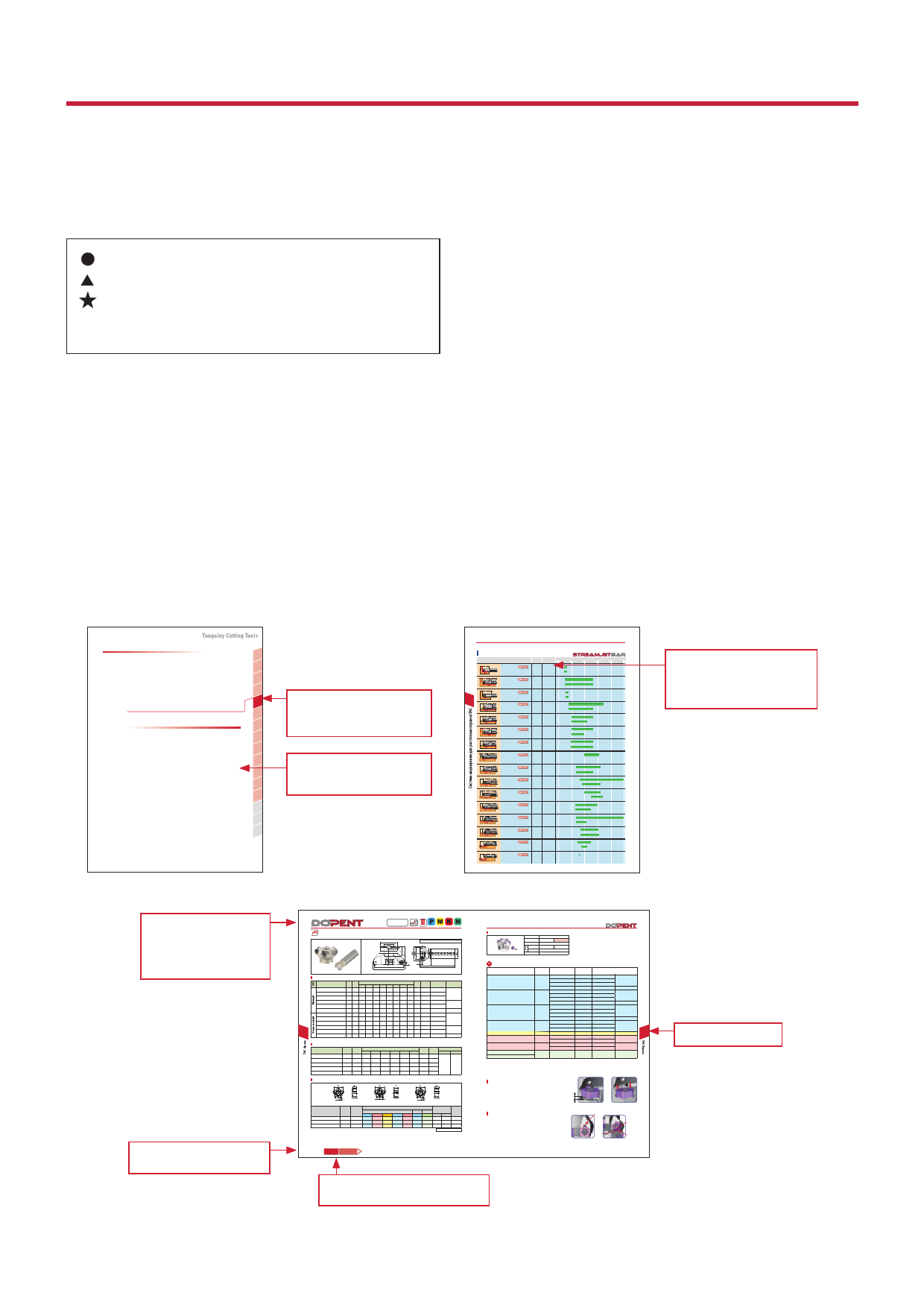
Перечень расточных оправок StreamJetBar и
DoMiniBore
Широкий спектр типов и размеров, подходящих для разных видов обработки.
Положительный тип
Форма
Тип Диаметр
хвостовика хвостовика 0
Мин. диаметр отверстия (mm)
10 20 30
40
50
SEXPR/L 5-28
Растачивание и
Твердо- 4 ~ 8
внутреннее торцевание сплавный 4 ~ 8
Тип пластины: EP
SCLCR/L 5-12
Растачивание и
Твердо- 4 ~ 25
внутреннее торцевание сплавный 4 ~ 25
Тип пластины: CC
4.5
4.5
5
5
7
7
27
27
SWUBR/L 5-27 Твердо- 5 ~ 8
6 8
5 Растачивание
Тип пластины:WB
сплавный 5 ~ 8
6 8
STUPR/L 5-21
Твердо- 7 ~ 32
Растачивание
Тип пластины:: TP
сплавный 7 ~ 25
8
8
34
27
30
50
5 –10
STFPR/L 5-20
Растачивание глухих
отверстий
Тип пластины:: TP
Твердо- 8 ~ 25
сплавный 8 ~ 20
SCLPR/L 5-14
Растачивание и
Твердо- 8 ~ 25
внутреннее торцевание сплавный 8 ~ 16
Тип пластины: CP
STFCR/L 5-19
Растачивание глухих
отверстий
Тип пластины: TC
Твердо- 8 ~ 25
сплавный 8 ~ 25
SSKPR/L 5-18
Сквозное растачивание Сталь 16 ~ 25
Тип пластины:: SP
SDUCR/L 5-16
30 Растачивание и внутренняя
контурная обработка
Тип пластины:: DC
Твердо- 10 ~ 25
сплавный 10 ~ 20
50 SVUCR/L 5-24
Твердо- 12 ~ 40
Растачивание и внутренняя
контурная обработка
сплавный 12 ~ 25
Тип пластины: VC
50 SVUBR/L 5-22
Твердо- 16 ~ 25
Растачивание и внутренняя
контурная обработка
сплавный 16 ~ 25
Тип пластины:: VB
SDQCR/L 5-16
15.5Растачивание и внутренняя
контурная обработка
Тип пластины: DC
SVQCR/L 5-24
25.5 Растачивание и внутренняя
контурная обработка
Тип пластины: VC
Твердо- 10~ 25
сплавный 10~ 20
Твердо- 10~ 40
сплавный 10~ 16
SVQBR/L 5-22
25.5 Растачивание и внутренняя
контурная обработка
Тип пластины: VB
Твердо- 12 ~ 25
сплавный 12 ~ 25
SDZCR/L 5-17
Внутреннее обратное
растачивание Тип пластины
: DC
Твердо- 12 ~ 25
сплавный 12 ~ 16
SVZCR/L 5-25
Внутреннее обратное
растачивание Тип пластины:
VC
Сталь 12
10
10
10
10
10
10
27
22
27
20
27
27
20 31
13 32
13 27
16
18
32
20
24.5
32
34
13
13
13.5
13.5
17
17
14
18
30
25
21.5
30.5
30.5
25
22
16
50
50
zОсновная структура каталога металообрабатывающей продукции Тунгалой
Обозначены
названия серии,
характеристики,
диаметр изделий и
тип обработки.
Номер раздела - Номер
страницы
TEN / EEN тип
Торцевое
фрезерование
TEN09
Диаметр
32 ~ 160 mm
70°
6.4mm
Air Hole
Сталь Нержсатавлеьющая Чугун
Цветные
металлы
Высокопродуктивное торцевое фрезерование различных
материалов
Db Передний угол: A.R. 6° R.R. 2° ~ 10°
d
a
EEN09
Рис. A
Max. ap: 6.4 mm
Dc
D1
70
Hp
70
3f
RZ
3
Рис. B
TEN09 (Рис. A: насадная фреза)
Кат. No.
Наличие
Кол-во
пластин
Dc
D1
Размеры (мм)
Db d r Lf
TEN09R050M22.0E04 4 50 56 41 22 20 40
b
a
Вес Воздушное
(kg) отверстие
Цент. болт
6.3 10.4 0.3 Имеется CM10x30H
Данные по
установке
TEN09R063M22.0E06 6 63 69 41 22 20 40 6.3 10.4 0.5 Имеется CM10x30H 9-138A
TEN09R080M27.0E07 7 80 86 50 27 22 50 7 12.4 0.9 Имеется CM12x30H
TEN09R100M32.0E08 8 100 106 60 32 28.5 50
*TEN09R125M40.0E10 10 125 131 71 40 32 63
8 14.4 1.3 Имеется TMBA-M16H
9-138B
9 16.4 2.3 Имеется TMBA-M20H
*TEN09R160M40.0E12 12 160 166 100 40 29 63 9 16.4 4.0 Отсутствует
-
9-138c
TEN09R050M22.0E06 6 50 56 41 22 20 40 6.3 10.4 0.3 Имеется CM10x30H
TEN09R063M22.0E08 8 63 69 41 22 20 40 6.3 10.4 0.5 Имеется CM10x30H 9-138A
TEN09R080M27.0E10 10 80 86 50 27 22 50 7 12.4 1.0 Имеется CM12x30H
TEN09R100M32.0E12 12 100 106 60 32 28.5 50 8 14.4 1.4 Имеется TMBA-M16H
9-138B
9 TEN09R125M40.0E16 16 125 131 71 40 32 63 9 16.4 2.5 Имеется TMBA-M20H
TEN09R160M40.0E20 20 160 166 100 40 29 63 9 16.4 4.3 Отсутствует
-
9-138c
*Кат.№ ключа torx bit отличается от других изделий. ( пожалуйста, см. таблицу 1 выше).
EEN09 (Рис. B: концевая фреза)
Кат. No.
Наличие
Кол-во
пластин
EEN09R032M32.0-03
EEN09R040M32.0-04
EEN09R050M32.0-04
EEN09R063M32.0-06
EEN09R080M32.0-07
3
4
4
6
7
Dc
32
40
50
63
80
Размеры (мм)
D1
Ds
Rs
38 32 80
46 32 80
56 32 80
69 32 80
86 32 80
Lf
35
35
40
40
40
L
115
Вес Воздушное
Детали
(kg)
отверстие Зажимной
винт
Ключ
(замена)
0.7 Имеется
115 0.7 Имеется
T-15DB
120 0.9 Имеется CSTR-4L100
(T-15D)
120 1.0 Имеется
120 1.3 Имеется
Пластины
A
T
AT
AT
1.4 R0.8
Рис. 1 MJ (универсальная)
3.8 R0.8
Рис. 2 W (Wiper)
1.4 R0.8
Рис. 3 AJ (Для алюминия)
Наличие
Кат. No.
Точность Хонингование
Сплавы с покрытием
Кермет
Твердый
сплав
AH725 AH120 AH140 T3130 T1115 NS740 TH10
PNCU0905GNER-MJ C Имеется
PNCU0905GNER-W
C Имеется
PNCU0905GNFR-AJ C Отсутствует
Размеры (мм)
AT
12.2 5.9
12.2 5.9
12.2 6.3
Форма
Рис. 1
Рис. 2
Рис. 3
: Складские позиции
9 –40
Связанные
Технический
страницы справочник (15-1)
TEN / EEN type
Комплектующие фрез
Описание
Кат.№ запасных деталей
Пфрриезмаеняемая TEN09R... *TEN09R...
Зажимной винт
CSTR-4L100
Torx bit
BT15S
BT15M
Ручка
Мклоюнчоблочный
H-TBS
T-15D
стандартные условия резания
обрабатываемые материалы
Низкоуглеродистые стали
(C15E и т.п. .)
Высокоуглеродистые стали
(C45, C55 и т.п.)
Легированные стали
(42CrMo4, 17Cr3 и т.п.)
Инструментальные стали
(X155CrVMo12 1 и т.п.)
Нержавеющие стали (X5CrNi18-9 и т.п.)
Серые чугуны
Ковкие чугуны
Алюминиевые сплавы (Si < 13%)
Алюминиевые сплавы (Si 13%)
твердость
HB
критерии выбора
Рекомендуемый Скорость резания
сплав
Vc (m/min)
Основной выбор
AH725
100 - 250
~ 200
Приоритет ударопрочности
Приоритет износостойкости
Приоритет качества
поверхности
Основной выбор
AH140
T3130
NS740
AH725
80 - 180
120 - 250
100 - 250
100 - 230
Приоритет ударопрочности
200 ~ 300
Приоритет износостойкости
Ппорвиеоррхинтоестткиачества
AH140
T3130
NS740
80 - 180
120 - 250
100 - 250
Основной выбор
AH725
100 - 230
Приоритет ударопрочности
150 ~ 300
Приоритет износостойкости
Приоритет качества
поверхности
Основной выбор
AH140
T3130
NS740
AH725
80 - 150
120 - 250
100 - 250
100 - 180
~ 300 Приоритет ударопрочности AH140
80 - 120
Приоритет износостойкости T3130
100 - 180
- Основной выбор
AH140
90 - 180
Основной выбор
AH120
- Приоритет износостойкости T1115
140 - 250
150 - 280
Основной выбор
AH120
- Приоритет износостойкости T1115
100 - 200
120 - 220
Подача на зуб
fzfz(м(mмm/з/уtб) )
0.1 - 0.6
0.1 - 0.5
0.1 - 0.5
0.1 - 0.4
0.1 - 0.5
0.1 - 0.4
0.1 - 0.5
0.1 - 0.45
0.1 - 0.6
0.1 - 0.6
- Основной выбор
TH10
500 - 1500
0.1 - 0.5
Примечания:
Убирайте чрезмерное накопление стружки воздушным потоком.
· Если стружка прилипает к режущей кромке(обработка алюминия), используйте
охлаждающую жидкость
· При обработке неравномерной поверхности или корки отливки, подача (fz)
должна быть уменьшена ниже рекомендуемых значений в таблице выше.
· Условия резания ограничены мощностью станка, жесткостью заготовки
и вылетом инструмента. Если ширина резки, глубина или длина вылета
большие, установите значения Vc и fz ниже рекомендуемых и проверьте
мощность станка и вибрацию.
9
Установка пластин для фрез с очень малым шагом
пластин
Для фрезы с очень малым шагом пластин используют
наклонный ключ.
Установите пластину, а затем зажмите винт. (рис. А)
Подходящим является момент 3.5 N·m.
После зажатия винта, пожалуйста, убедитесь в отсутствии
промежутка между корпусом фрезы и пластиной. (Рис. В)
Установите
пластину, а
затем зажмите
винт.
Рис. A
Примечание по использованию зачистных
пластин
Для получения хорошей чистовой поверхности рекомендуется
использовать зачистную пластину. (PNCU0905GNER-W)
При использовании зачистной пластины, установите пластину как
показано на Рис. С. Убедитесь, что канавка спереди как показано на
Рис. D.
Зачистная пластина имеет две зачистные кромки. (Рис. D)
Не используйте остальные углы. Это может повредить корпус
фрезы.
Метка
Рис. C
Режущая
кромка
Рис. B
Режущая
кромка
Рис. D
Канавка
9 –41
Страницы со схожей
информацией
Возможность поиска по
типу обработки, диаметру
инструмента и т.д.
Номер главы
tungaloy@tungaloy-tools.ru www.tungaloy-tools.ru