TUNGALOY - Инструмент для обработки канавок и отрезки - 2014
для размещения заказа - tungaloy@tungaloy-tools.ru
Серия My-T FLEX для наружной обработки канавок
CGWS-FL
CGWT-FL
Применяемые пластины
2°
r 2° 20
W1
A
- Section A
Показано правое (R) исполнение
Размеры (мм)
W r W1
3
2.15
R
L
4
0.4 3.1
R
L
5
4
R
L
Кат.№
FLEX30R
FLEX30L
FLEX40R
FLEX40L
FLEX50R
FLEX50L
Сплавы
С покрытием Кермет
T9125 NS530
Без
покрытия
UX30
Выемка
Пластины левого направления
можно определить по выемке
посередине.
Примечание: При использовании пластины правого или левого исполнения, пластина правого исполнения используется с лезвием правого
исполнения, а пластина левого исполнения с лезвием левого исполнения.
Детали
q
w
e
Зажимной винт
Фиксирующий винт для
лезвия
Ключ
Кат.№
r CGWSR/L-FLR/LGP
CHHM5-18 CSHB-6
P-4
CGWTR/L-FLL/RGP
6
Стандартные условия резания
Сплавы пластин Кат.№ пластины
Обработка канавок
Скорость
резания
vc (m/min)
Подача
f (mm/rev)
Обработка с поперечной подачей
Скорость
резания
vc (m/min)
Подача
f (mm/rev)
Глубина
резания
ap (mm)
С покрытием
T9125
FLEX50R/L
80 ~ 150 0.05 ~ 0.3 80 ~ 250 0.1 ~ 0.3 1.0 ~ 2.5
Кермет
NS530
FLEX30R/L
FLEX40R/L
FLEX50R/L
0.05 ~ 0.2
80 ~ 200 0.05 ~ 0.25 80 ~ 200
0.05 ~ 0.3
0.1 ~ 0.2
0.1 ~ 0.3
0.8 ~ 1.5
0.8 ~ 2.0
1.0 ~ 2.5
Без покрытия UX30 FLEX50R/L 60 ~ 150 0.05 ~ 0.3 60 ~ 150 0.1 ~ 0.3 1.0 ~ 2.5
Примечание:
• Представленные выше условия резания указаны для резания
среднеуглеродистой стали (S48C, 200HB).
• При использовании 20 мм квадратного хвостовика обработка должна
производиться при значениях 80% от представленных выше.
Предупреждение по использованию
• При выполнении операций по обработке наружного диаметра, вершина резца
должна устанавливаться под прямым углом к поперечной оси заготовки.
• При замене пластины область зажима на державке обязательно должна быть
полностью очищена от стружки и других инородных веществ сжатым воздухом и
т.д.
• Никогда не затягивайте крепёжный винт до того, как пластина полностью
установлена, так как это может деформировать винт и последующая установка
пластины будет невозможна.
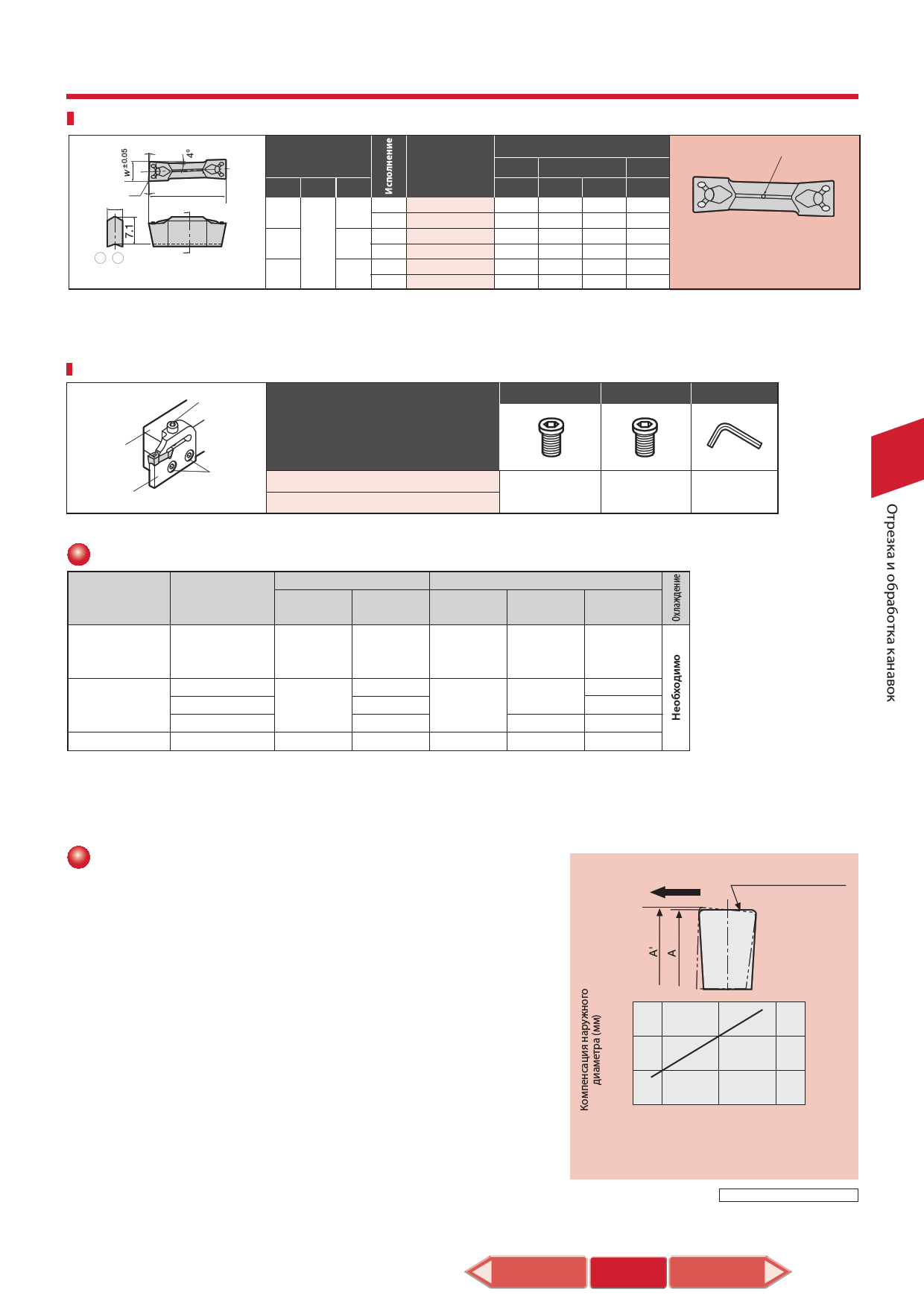
• Инструмент FLEX-Tool имеет механизм, в котором угол вспомогательной режущей
кромки формируется принятием режущей силы. При наружной проточке есть
вероятность, что при выставленных слишком высоких условий резания (подача
и глубина резания), запрограммированные значения не будут выполнены.
Чтобы избежать этой проблемы необходимо выполнить компенсацию на
величину, равную А’-А как показано на изображении справа. Также на диаграмме
представлены значения компенсации в зависимости от величины подачи.
Направление
подачи
Угол вспомогательной
режущей кромки
0.03
0.02
0.01
0
0.1 0.2 0.3
Подача (mm/rev)
Рекомендации по компенсации наружного диаметра
: Складские позиции
tungaloy@tungaloy-tools.ru
Характеристики Связанные
(6-10 ~ 6-13) страницы
www.tungaloy-tools.ru
Детали
(14-1~)
6 –39