TUNGALOY - Полный каталог - Фрезы TAC - 2014
для размещения заказа - tungaloy@tungaloy-tools.ru
T/EXP
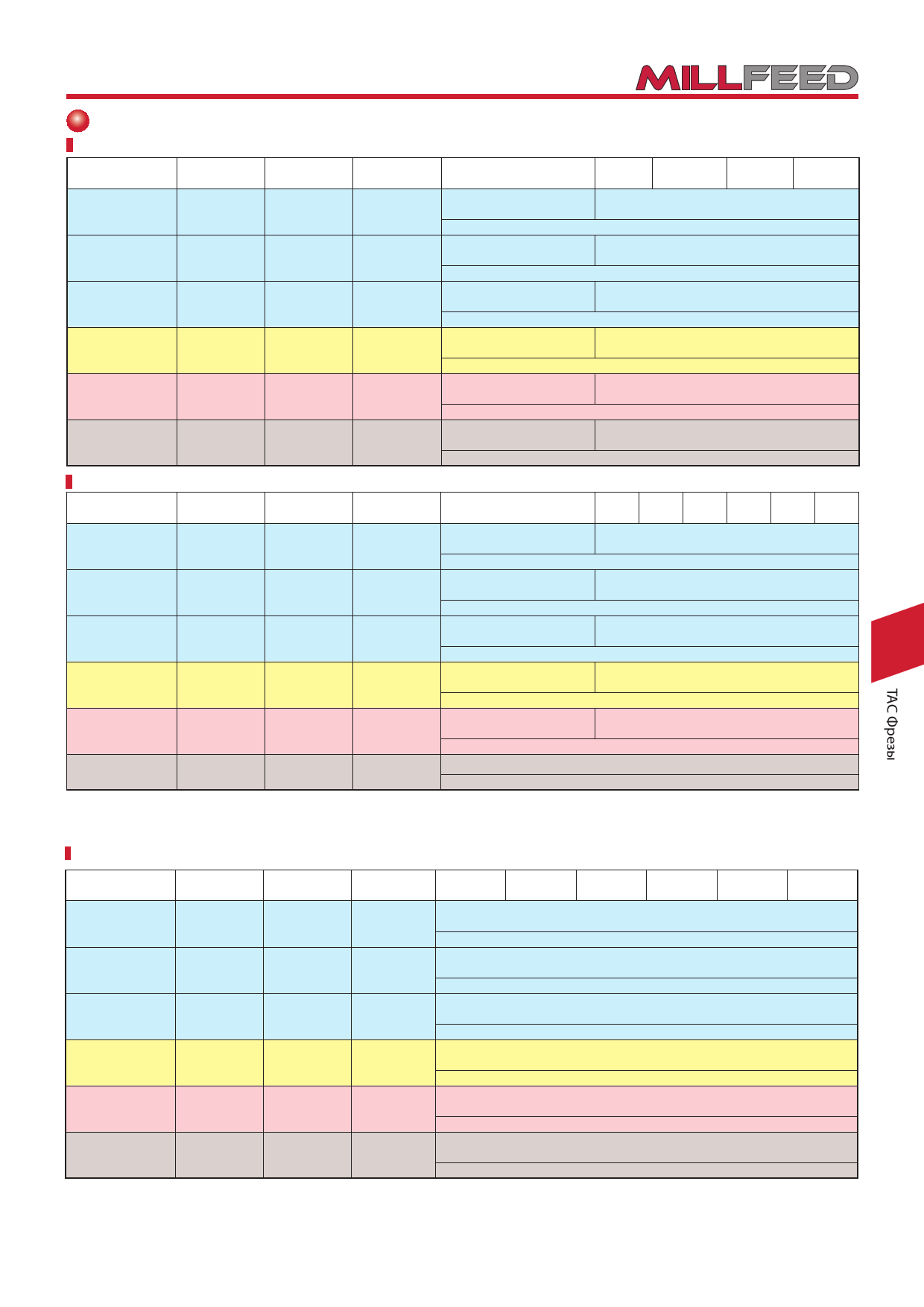
Стандартные режимы резания
05·06 тип
Обрабатываемые
материалы
Сплав пластин
Углеродистые стали AH120
(C50 etc.)
< 300HB
(T3130)
Легированные стали AH120
(42CrMo4 etc.)
< 300 HB
(T3130)
Упрочненные стали
(X96CrMoV12 etc.)
30 - 40HRC
AH120
(T3130)
Нержавеющие стали AH130
(X5CrNi18 9 etc.)
AH140
Чугун (GG25 etc.) AH120
Твердые материалы
(SDK, DH31 etc.)
40 - 50HRC
AH730
Скорость резания Подача на зуб
Vc (m/min)
fz (mm/t)
100 - 250
0.5 - 2.0
100 - 200
0.5 - 2.0
80 - 150
0.5 - 1.0
100 - 200
0.5 - 2.0
100 - 250
0.8 - 2.5
50 - 80
0.5 - 1.0
20, 21
25, 26 32, 33
40
50
(z = 2)
(z = 2) (z = 2, 3)
(z = 3)
(z = 4)
Vc = 150 m/min, fz = 0.8 mm/t
ap =1.0 mm, ae = 1.0D mm
Vc = 150 m/min, fz = 1.0 mm/t
ap = 1.0 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.2 mm/t
Vc = 130 m/min, fz = 0.8 mm/t
ap = 1.0 mm, ae = 1.0D mm
Vc = 130 m/min, fz = 1.0 mm/t
ap = 1.0 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.2 mm/t
Vc = 100 m/min, fz = 0.5 mm/t
ap = 1.0 mm, ae = 1.0D mm
Vc = 100 m/min, fz = 0.5 mm/t
ap = 1.0 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.1 mm/t
Vc = 130 m/min, fz = 0.8 mm/t
ap = 1.0 mm, ae = 1.0D mm
Vc = 130 m/min, fz = 1.0 mm/t
ap = 1.0 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.2 mm/t
Vc = 150 m/min, fz = 1.0 mm/t
ap = 1.0 mm, ae = 1.0D mm
Vc = 180 m/min, fz = 1.5 mm/t
ap = 1.0 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.2 mm/t
Vc = 70 m/min, fz = 0.7 mm/t
ap = 0.7 mm, ae = 1.0D mm
Vc = 70 m/min, fz = 0.7 mm/t
ap = 0.7 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.1 mm/t
08 тип
Обрабатываемые
материалы
Сплав пластин
Углеродистые стали AH120
(C50 etc.)
< 300HB
(T3130)
Скорость резания Подача на зуб
Vc (m/min)
fz (mm/t)
100 - 250
0.5 - 2.0
20, 21
(z = 2)
50 63 80 100 125
(z = 3) (z = 4) (z = 5) (z = 6) (z = 7)
Vc = 180 m/min, fz = 1.0 mm/t
ap = 1.0 mm, ae = 40 mm
Vc = 200 m/min, fz = 1.5 mm/t
ap = 1.0 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.2 mm/t
160
(z = 8)
Легированные стали AH120
(42CrMo4 etc.)
< 300 HB
(T3130)
100 - 200
0.5 - 2.0
Vc = 130 m/min, fz = 1.0 mm/t
ap = 1.0 mm, ae = 40 mm
Vc = 150 m/min, fz = 1.5 mm/t
ap = 1.0 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.2 mm/t
Упрочненные стали
(X96CrMoV12 etc.)
30 - 40HRC
AH120
(T3130)
80 - 150
0.5 - 1.0
Vc = 100 m/min, fz = 0.5 mm/t
ap = 1.0 mm, ae = 40 mm
Vc = 120 m/min, fz = 0.8 mm/t
ap = 1.0 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.1 mm/t
Нержавеющие
стали (X5CrNi18 9
etc.)
AH130
AH140
100 - 200
0.5 - 2.0
Vc = 130 m/min, fz = 1.0 mm/t
ap = 1.0 mm, ae = 40 mm
Vc = 150 m/min, fz = 1.5 mm/t
ap = 1.0 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.2 mm/t
Чугун (GG25 etc.) AH120
Твердые материалы
(SDK, DH31 etc.)
AH730
40 - 50HRC
150 - 250
50 - 80
0.8 - 2.5
0.5 - 1.0
Vc = 180 m/min, fz = 1.5 mm/t
ap = 1.0 mm, ae = 40 mm
Vc = 200 m/min, fz = 2.0 mm/t
ap = 1.0 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.2 mm/t
Vc = 70 m/min, fz = 0.7 mm/t, ap = 0.7 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.1 mm/t
Примечания: • Значения приведенные в таблице выше показывают стандартную скорость при вылете инструмента меньше чем 3D. Скорость резки и подача должны быть
установлены на нижнем лимите значений в случае если вылет инструмента превышает 3D.
• В результате обработки этими ТАС фрезами образовывается толстая и тяжёлая стружка. Используйте внутреннюю систему подачи воздуха или продува во избежание поломки
инструмента.
09 тип
Обрабатываемые
материалы
Сплав пластин
Углеродистые стали
(C50 etc.)
< 300HB
AH120
(T3130)
Легированные стали
(42CrMo4 etc.)
< 300 HB
AH120
(T3130)
Упрочненные стали
(X96CrMoV12 etc.)
30 - 40HRC
AH120
(T3130)
Нержавеющие
стали
(X5CrNi18 9 etc.)
AH130
AH140
Скорость резания Подача на зуб
Vc (m/min)
fz (mm/t)
100 - 250 0.5 - 2.0
100 - 200 0.5 - 2.0
80 - 150
0.5 - 1.0
100 - 200 0.5 - 2.0
50
(z = 2)
63
(z = 3)
80
(z = 4)
100
(z = 5)
125
(z = 6)
160
(z = 7)
Vc = 200 m/min, fz = 1.5 mm/t, ap = 2.0 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.2 mm/t
Vc = 150 m/min, fz = 1.5 mm/t, ap = 2.0 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.2 mm/t
Vc = 120 m/min, fz = 0.8 mm/t, ap = 2.0 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.1 mm/t
Vc = 150 m/min, fz = 1.5 mm/t, ap = 2.0 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.2 mm/t
Чугун (GG25 etc.) AH120
Твердые материалы
(SDK, DH31 etc.)
40 - 50HRC
AH730
150 - 250
60 - 100
0.8 - 2.5
0.5 - 1.0
Vc = 200 m/min, fz = 2.0 mm/t, ap = 2.0 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.2 mm/t
Vc = 70 m/min, fz = 0.7 mm/t, ap = 0.7 mm, ae = 1.0D mm
При врезании на малую глубину: fz = 0.1 mm/t
Примечание: Скорость резания и подача должны быть установлены на 70-80% от значений приведённых выше в случае если вылет инструмента
превышает 3D.
9
tungaloy@tungaloy-tools.ru www.tungaloy-tools.ru
9 –105