TUNGALOY - Полный каталог - Фрезы TAC - 2014
TRC / ERC тип
для размещения заказа - tungaloy@tungaloy-tools.ru
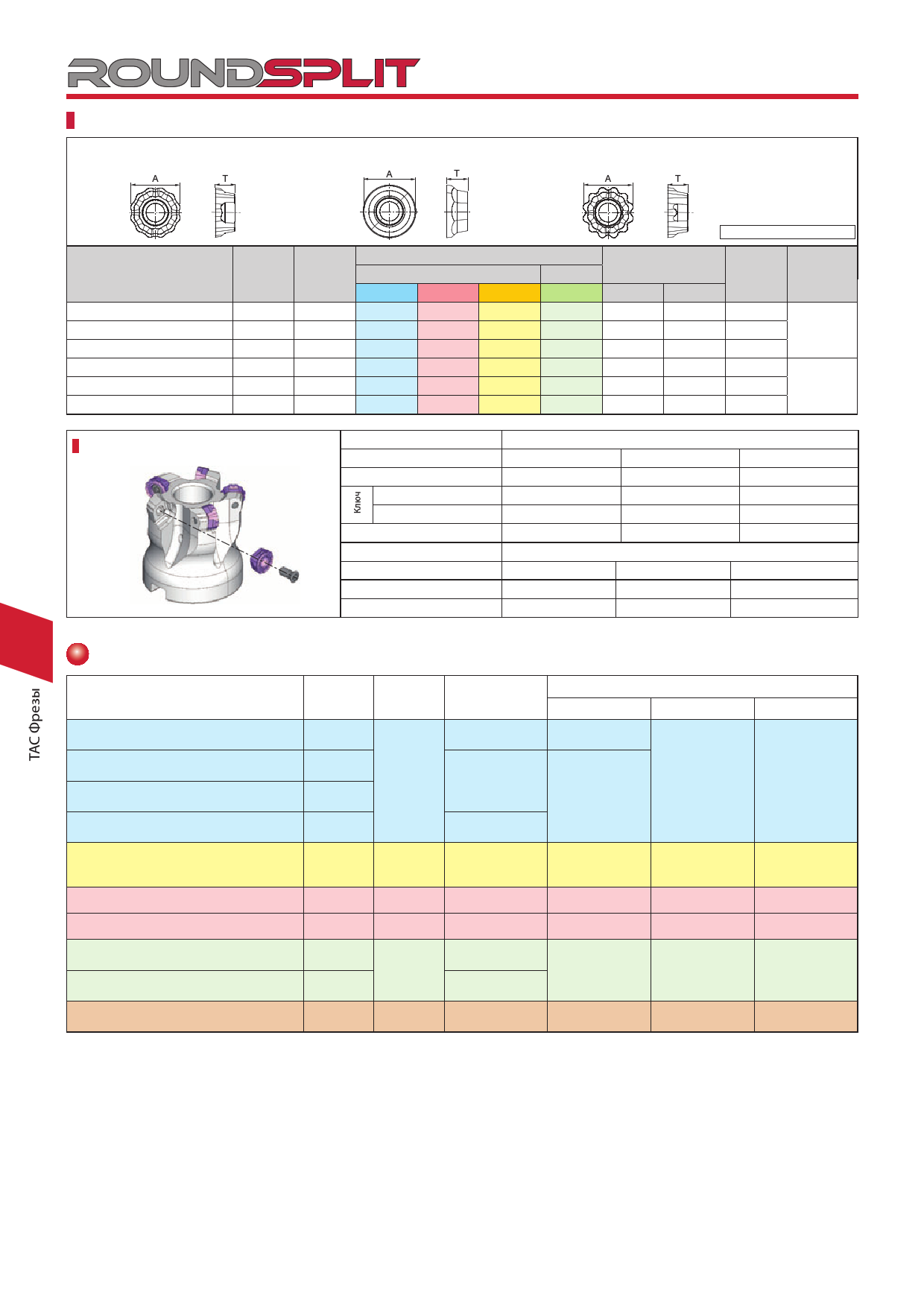
Пластины
Для универсальной обработки
с зубчатой режущей кромкой
AT
Рис. 1NMJ
Для универсальной обработки
круглая пластина
AT
Рис. 2MJ
Для обработки алюминия
с зубчатой режущей кромкой
A T Рис. 3 NAJ
Кат. №.
RCMT1204EN-NMJ
RCMT1204EN-MJ
RCMT1204FN-NAJ
RCMT1606EN-NMJ
RCMT1606EN-MJ
RCMT1606FN-NAJ
Наличие
Точность Хонингование
Сплав с покрытием
Твердый сплав
AH725 AH120 AH140 KS15F
M Имеется
M Имеется
M Отсутствуют
M Имеется
M Имеется
M Отсутствуют
: Складские позиции
Размеры (мм)
AT
12 4.8
12 4.8
12 4.8
16 6.5
16 6.5
16 6.5
Форма Фреза
Fig. 1
Fig. 2
Fig. 3
Fig. 1
Fig. 2
Fig. 3
E/TRC12
E/TRC16
Запасные детали
Описание
Применяемая фреза
Зажимной винт
Torx Bit
Ручка
Моноблочный ключ
Описание
Применяемая фреза
Зажимной винт
Ключ (замена)
TRC12R...
CSTB-4L090
BT15S
H-TBS
T-15D
ERC12R...
CSTB-4L090
T-15DB (T-15D)
Кат. № запасных деталей
TRC16R050~100... TRC16R125...
CSTB-5L120
CSTB-5L120
BT20S
BT20M
H-TB
H-TB
T-20D
T-20D
Кат. № запасных деталей
ERC16R...
ERC16R040M32.0-02
CSTB-5L120
CSTB-5L105
T-20DB (T-20D) T-20DB (T-20D)
9 Стандартные режимы резания
Обрабатываемые материалы
Низкоуглеродистые стали (C15E etc.)
Высокоуглеродистые стали
(C45, C55 etc.)
Легированные стали
(42CrMo4, 17Cr3 etc.)
Инструментальные стали
(X155CrVMo121 etc.)
Нержавеющие стали
(300 Series, X5CrNi189 etc.)
Твердость
по Бринеллю
HB
200
Сплавы
Скорость резания
Vc (m/min)
100 - 220
Подача на зуб: fz (mm/t) для каждого стружколома
NMJ MJ NAJ
0.17 - 0.3
200 - 300
AH725
150 - 300
100 - 200
0.17 - 0.25
0.2 - 0.7
-
300
100 - 180
-
AH140
90 - 180
0.15 - 0.25
0.2 - 0.6
-
Серый чугун
Ковкий чугун
150 - 250 AH120
150 - 250 AH120
140 - 250
100 - 200
0.17 - 0.3
0.17 - 0.3
0.2 - 0.7
0.2 - 0.7
-
-
Алюминиевые сплавы (Si < 13%)
Алюминиевые сплавы (Si 13%)
-
KS15F
-
Жаропрочные сплавы
(Ti-6AI-4V, Inconel718 etc.)
- AH725
• Для отвода чрезмерного накопления стружки используйте струю
воздуха.
• Когда стружка прилипает к режущим граням(обработка
алюминия) используйте водорастворимую СОЖ.
500 - 1200
100 - 300
-
- 0.1 - 0.3
20 - 50
0.15 - 0.25
0.2 - 0.6
-
• Условия обработки зачастую ограничены жёсткостью и
мощностью станка. При обработке на большую ширину или
глубину, установите Vc и fz ниже рекомендуемых значений и
удостоверьтесь в отсутствии вибрации станка и нормальной
нагрузке шпинделя.
9 –108
tungaloy@tungaloy-tools.ru www.tungaloy-tools.ru