TUNGALOY - Полный каталог - Фрезы TAC - 2014
для размещения заказа - tungaloy@tungaloy-tools.ru
Радиусные фрезы ТАС
TRD12•16
Стандартные режимы резания
Обрабатываемые материалы
Сплавы
Углеродистые стали (C50 etc.)
< 300 HB
Легированные стали
(42CrMo4, 17Cr3 etc.)
< 300 HB
Штампованные стали (X96CrMoV12 etc.)
< 300 HB
Нержавеющие стали (X5CrNi18 9 etc.)
AH120
AH330
UX30
AH120
AH330
UX30
AH120
AH330
AH130•AH140
Скорость резания
Vc (m/min)
120 - 220
140 - 240
80 - 120
100 - 200
120 - 220
60 - 120
80 - 180
100 - 200
100 - 200
Подача на зуб: f (mm/t)
T/ERD12
T/ERD16
0.3 - 0.5
0.3 - 0.6
0.2 - 0.4
0.2 - 0.5
0.2 - 0.45
0.2 - 0.5
0.15 - 0.35
0.15 - 0.4
0.2 - 0.35
0.1 - 0.3
0.25 - 0.45
0.1 - 0.4
0.2 - 0.3
0.2 - 0.4
Серый чугун
(GG25 etc.)
AH120
AH330
120 - 240
150 - 250
0.3 - 0.5
0.2 - 0.4
Твердые материалы < 45 HRC
AH120
60 - 140
0.08 - 0.25
Примечание: В случае если глубина резания менее 2мм, используйте верхний лимит значений подачи приведенных в таблице.
В случае если глубина более 3мм используйте нижний лимит значений подачи.
0.3 - 0.6
0.2 - 0.5
0.1 - 0.3
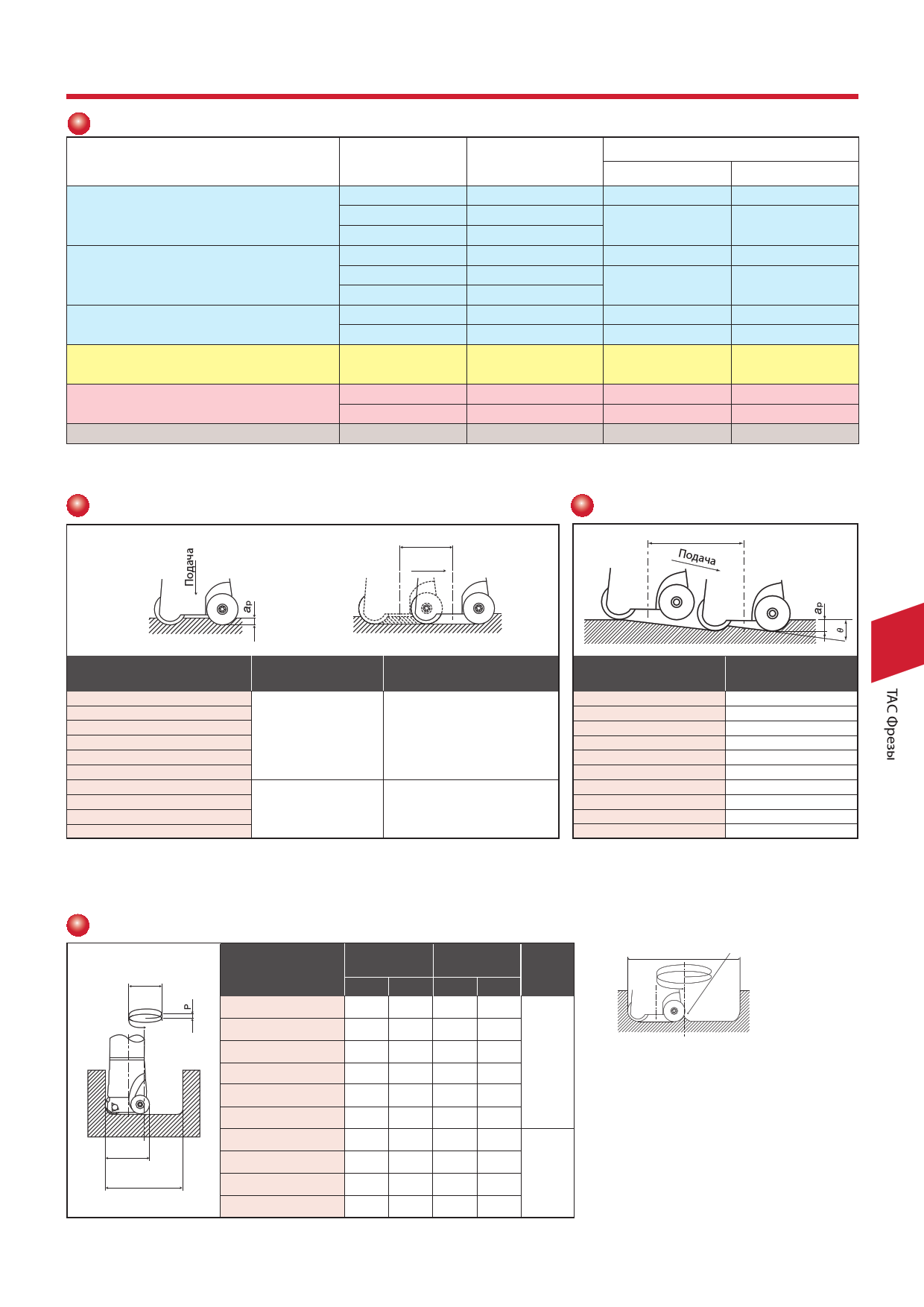
Врезание + профильное фрезерование
Обработка наклонных плоскостей
Врезание
Профильное
фрезерование
L
Подача
L
Подача
Кат. №
Макс. глубина врезания
ap (mm)
Мин. длина врезания для
выравнивания поверхности:
L (mm)
Кат. №
Макс. угол наклона
обрабатываемой
поверхности:
TRD12050R-E
TRD12050R-E
6
TRD12052R-E
TRD12052R-E
5.5
TRD12063R-E
TRD12066R-E
Диам. инстр.
TRD12063R-E
4
D1 - 11
TRD12066R-E
4
4
TRD12080R-E
TRD12080R-E
2.5
TRD12100R-E
TRD12100R-E
1.5
TRD16063R-E
TRD16063R-E
6
TRD16066R-E
TRD16080R-E
Диам. инстр.
TRD16066R-E
5.5
D1 - 15
TRD16080R-E
6
4
TRD16100R-E
TRD16100R-E
3
Примечания:
• При врезании максимальная глубина ограничена значениями показанными в таблице выше.
• При врезании, установите подачи по оси Z в диапазоне от 0.05 до 0.1 мм/t.
• При врезании необходимо выводить инструмент с интервалом в 1 минуту(или меньше) для
облома стружки.
Примечания:
• tan = глубина резки: ap / длинна прохода
инструмента: L
• При обработке наклонных плоскостей угол наклона
необходимо выставить в диапазоне максимального
угла обработки.
Сверление с винтовой подачей
Кат. №
Мин. рабочий
диам.
Ед. изм.:мм
Макс. рабочий
диам.
P
Остаточный выступ
D
D2 D D2 D D2
TRD12050R-E
88 38 98 48
D1
D
TRD12052R-E
TRD12063R-E
TRD12066R-E
TRD16080R-E
TRD16100R-E
TRD16063R-E
TRD16066R-E
TRD16080R-E
TRD16100R-E
92 40102 50
114 51 124 61
120 54 130 64
<6
D1 : Диаметр инструмента
D : Диаметр сверления
D2 : Диам. прохода инструмента
P : Ось подачи Z на один круг прохода
148 68 158 78
инструмента (шаг винтового цикла)
• При обработке с винтовой подачей,
188 88 198 98
обрабатываемые диаметры ограничены
диаметром инструмента как показано в таблицах
110 47 124 61
выше.
120 50 130 64
144 64 158 78
<8
• При обработке между минимальным и
максимальным диаметрами на дне отверстия
по центру остается остаточный выступ, как
показано на рисунке выше, его необходимо
184 84 198 98
убрать с помощью профильного фрезерования.
9
tungaloy@tungaloy-tools.ru www.tungaloy-tools.ru
9 –111