TUNGALOY - Полный каталог - Фрезы TAC - 2014
T/EAW13
для размещения заказа - tungaloy@tungaloy-tools.ru
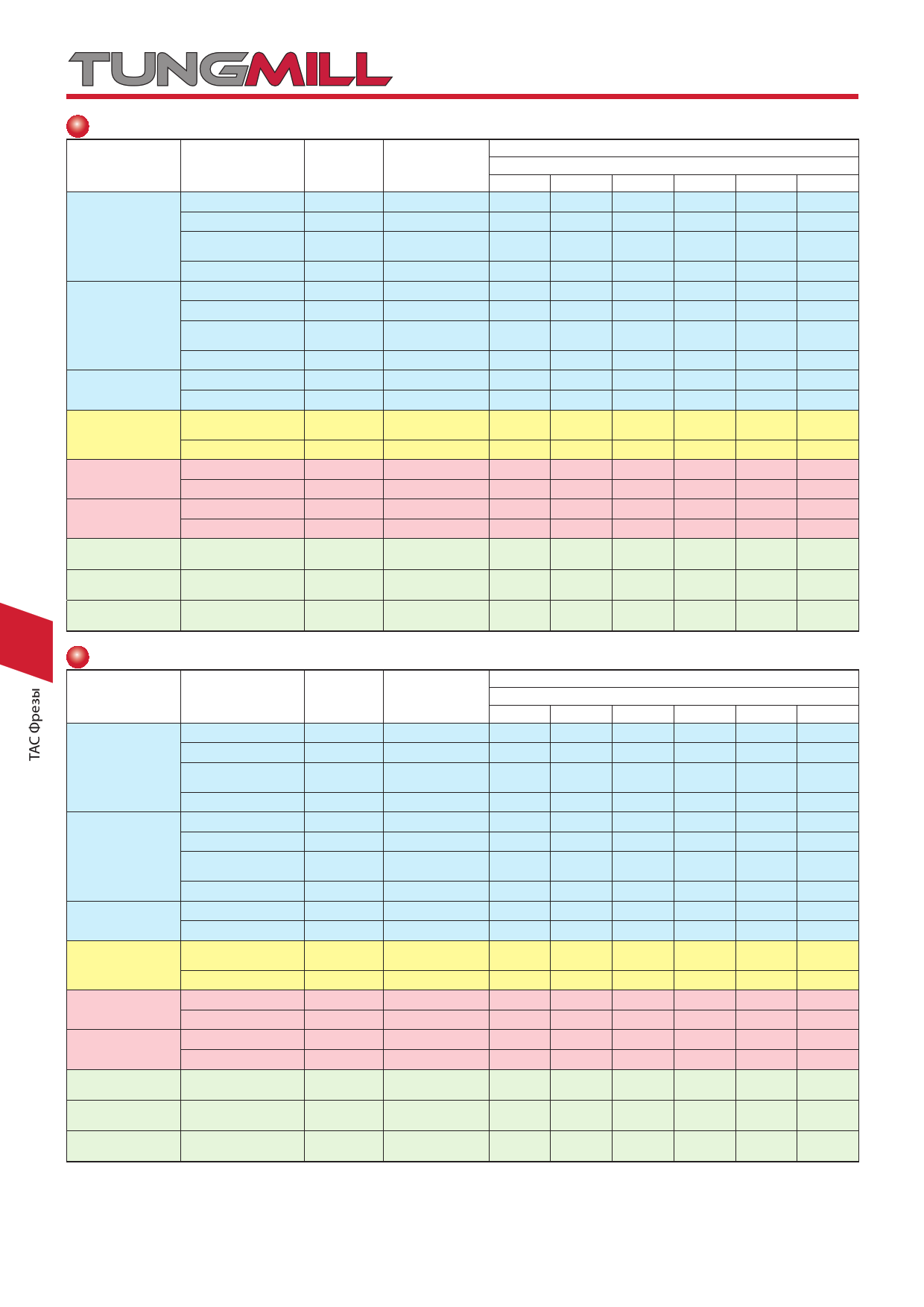
Стандартные режимы резания
Обрабатываемые
материалы
Приоритет
Сплавы
Мягкие и
низкоуглеродистые
стали
(St37, и т.п.)
< 180 HB
Основной выбор
удаПрроипорроичтнеотсти
Приоритет
износостойкости
Припоорвиетрехтнкоасчтеиства
AH120
T3130
AH130
AH140
NS740
Углеродистая и
легированная сталь
(Ck45, 42CrMo4, и
т.п.)
< 300 HB
Штамповая сталь
(X96CrMoV12, и т.п.)
< 30 HRC
Нержавеющая сталь
(X5CrNi18-9,
X5CrNiMo17-12-2 и т.п.)
< 250 HB
Основной выбор
Приоритет
ударопрочности
Приоритет
износостойкости
Приоритет качества
поверхности
Основной выбор
Приоритет
ударопрочности
Основной выбор
удаПрроипорроичтнеотсти
AH120
T3130
AH130
AH140
NS740
AH120
T3130
AH130
AH140
AH120
Серые чугуны
Основной выбор
(FC250, FC300 и т.п.) Приоритет износостойкости
Ковкие чугуны
(FCD400, FCD600
Основной выбор
и т.п.)
Приоритет износостойкости
T1115
AH120
T1115
AH120
Алюминиевые сплавы
(Si < 13 %)
-
DS1100
KS05F
Алюминиевые сплавы
(Si 13%)
-
DS1100
KS05F
Медные сплавы
-
DS1100
KS05F
9 Стандартные режимы резания
Обрабатываемые
материалы
Приоритет
Сплавы
Мягкие и
низкоуглеродистые
стали
(St37, и т.п.)
< 180 HB
Основной выбор
Приоритет
ударопрочности
Приоритет
износостойкости
Приоритет качества
поверхности
Углеродистая и
легированная сталь
(Ck45, 42CrMo4,
и т.п.)
< 300 HB
Основной выбор
удаПрроипорроичтнеотсти
Приоритет
износостойкости
Приоритет качества
поверхности
Штамповая сталь
(X96CrMoV12, и т.п.)
< 30 HRC
Нержавеющая сталь
(X5CrNi18-9,
X5CrNiMo17-12-2 и т.п.)
< 250 HB
Основной выбор
Приоритет
ударопрочности
Основной выбор
Приоритет
ударопрочности
Серые чугуны
Основной выбор
(FC250, FC300 и т.п.) Приоритет износостойкости
Ковкие чугуны
(FCD400, FCD600 и
Основной выбор
т.п.)
Приоритет износостойкости
Алюминиевые сплавы
(Si < 13 %)
-
Алюминиевые сплавы
(Si 13%)
-
Медные сплавы
-
AH120
T3130
AH130
AH140
NS740
AH120
T3130
AH130
AH140
NS740
AH120
T3130
AH130
AH140
AH120
T1115
AH120
T1115
AH120
DS1100
KS05F
DS1100
KS05F
DS1100
KS05F
Скорость
резания
Vc (m/min)
100 - 270
150 - 300
80 - 180
100 - 300
100 - 230
150 - 280
80 - 150
100 - 230
100 - 180
100 - 180
80 - 200
150 - 250
180 - 300
150 - 250
120 - 200
100 - 180
300 - 1000
Черновая обработка (глубина резания > 1.0 mm)
Подача на зуб: fz (mm/t)
MJ ML HJ MS Flat AJ
0.05 - 0.3 0.05 - 0.25 0.2 - 0.6
- 0.05 - 0.3 -
0.05 - 0.3
-
0.2 - 0.6
- 0.05 - 0.3 -
0.05 - 0.3
-
- 0.1 - 0.25 -
-
0.05 - 0.23 -
0.05 - 0.25 0.05 - 0.2
0.05 - 0.25 -
-
0.2 - 0.5
0.2 - 0.5
- 0.05 - 0.23 -
- 0.05 - 0.25 -
- 0.05 - 0.25 -
0.05 - 0.25 -
0.2 - 0.5
-
-
-
0.05 - 0.2
-
0.05 - 0.2 0.05 - 0.2
0.05 - 0.2
-
-
0.2 - 0.4
0.2 - 0.4
- 0.05 - 0.2 -
- 0.05 - 0.2 -
- 0.05 - 0.2 -
0.1 - 0.25
-
0.2 - 0.5 0.1 - 0.2
-
-
0.1 - 0.25 0.1 - 0.2
0.05 - 0.25 -
0.05 - 0.25 0.05 - 0.2
0.05 - 0.25 -
0.05 - 0.25 0.05 - 0.2
0.2 - 0.5
0.2 - 0.6
0.2 - 0.6
0.2 - 0.6
0.2 - 0.6
- 0.1 - 0.25 -
- 0.05 - 0.25 -
- 0.05 - 0.25 -
- 0.05 - 0.25 -
- 0.05 - 0.25 -
- - - - - 0.05 - 0.2
80 - 300 - - - - - 0.05 - 0.2
200 - 500
-
-
-
-
- 0.05 - 0.2
Скорость
резания
Vc (m/min)
100 - 270
150 - 300
80 - 180
100 - 300
100 - 230
150 - 280
80 - 150
100 - 230
100 - 180
100 - 180
80 - 200
150 - 250
180 - 300
150 - 250
120 - 200
100 - 180
300 - 1000
Легкие режимы, чистовая обработка (глубина резания: < 1.0 mm)
Подача на зуб: fz (mm/t)
MJ ML HJ MS Flat AJ
0.05 - 0.25 0.05 - 0.2 0.2 - 0.6
- 0.05 - 0.25 -
0.05 - 0.25 -
0.2 - 0.6
- 0.05 - 0.25 -
0.05 - 0.25 -
- 0.1 - 0.2 -
-
0.05 - 0.2
-
-
0.05 - 0.2 0.05 - 0.15 0.2 - 0.5
0.05 - 0.2
-
0.2 - 0.5
- 0.05 - 0.2 -
- 0.05 - 0.2 -
- 0.05 - 0.2 -
0.05 - 0.2
-
0.2 - 0.5
-
-
-
0.05 - 0.18 -
-
0.05 - 0.18 0.05 - 0.12 0.2 - 0.4
0.05 - 0.18 -
0.2 - 0.4
- 0.05 - 0.18 -
- 0.05 - 0.18 -
- 0.05 - 0.18 -
0.1 - 0.2
-
0.2 - 0.5 0.1 - 0.18
-
-
0.1 - 0.2 0.1 - 0.18 0.2 - 0.5 - 0.1 - 0.2 -
0.1 - 0.2 - 0.2 - 0.6 - 0.1 - 0.2 -
0.1 - 0.2 0.05 - 0.18 0.2 - 0.6 - 0.1 - 0.2 -
0.1 - 0.2 - 0.2 - 0.6 - 0.1 - 0.2 -
0.1 - 0.2 0.05 - 0.18 0.2 - 0.6 - 0.1 - 0.2 -
- - - - - 0.05 - 0.2
80 - 300 - - - - - 0.05 - 0.2
200 - 500
-
-
-
-
- 0.05 - 0.2
Примечание:
• При резании на большую глубину или ширину, скорость резания (Vc) и подача (fz)
должна быть установлена на нижний предел значений указанных в таблице выше.
• Обычно рекомендуется обработка без СОЖ(или с продувкой воздухом). Тем не
менее, если стружка чрезмерно налипает на режущую кромку при обработке
нержавеющей стали, используйте водорастворимую СОЖ. В таком случае,
используйте марку сплава АН140 при скоростях меньше чем Vc=100м/мин
9 –46
• При обработке с СОЖ мягких, углеродистых и легированных сталей используйте
T3130 на более низких условиях резания
• ТАС фрезы TAW13 не могут быть использованы для резания при осевых подачах,
таких как обработка под уклоном, врезное фрезерование и сверление
tungaloy@tungaloy-tools.ru www.tungaloy-tools.ru