TUNGALOY - Полный каталог - Фрезы TAC - 2014
для размещения заказа - tungaloy@tungaloy-tools.ru
TPO / EPO07
Стандартные режимы резания
Обрабатываемые материалы
Низкоуглеродистые сталиl (C15E etc.)
Высокоуглеродистые стали,
Легированные стали (C45, C55 etc.)
Инструмент. стали (X153CrMoV12 etc.)
Твердость
по Бринеллю Сплавы
Скорость резания
HB Vc (m/min)
~ 200 AH725 90 - 200
200 ~ 300 AH725 90 - 150
150 ~ 300 AH725 80 - 120
Нержавеющие стали (X5CrNi18-9 etc.)
- AH140 90 - 150
Подача на зуб: fz (mm/t)
MJ HJ
0.05 - 0.1
0.4 - 0.9
AJ
-
0.05 - 0.1
0.4 - 0.9
-
0.05 - 0.1
0.4 - 0.9
-
0.05 - 0.1
0.4 - 0.9
-
Серые чугуны (GG25, GG30 etc.)
150 ~ 250 AH725 100 - 180
0.05 - 0.1
0.4 - 0.9
-
Ковкие чугуны (GGG45 etc.)
150 ~ 250 AH725 80 - 150
0.05 - 0.1
0.4 - 0.9
-
Алюминиевые сплавы (Si < 13%)
- KS15F 300 - 1000
-
- 0.08 - 0.2
Алюминиевые сплавы (Si 13%)
- KS15F 100 - 200
-
- 0.08 - 0.2
Титановые сплавы (Ti-6Al-4V etc.)
- AH725 20 - 50
0.05 - 0.1
0.4 - 0.9
-
Жаропрочный сплав (Инконель 718 etc.)
-
AH725
20 - 35
0.05 - 0.08
0.2 - 0.6
-
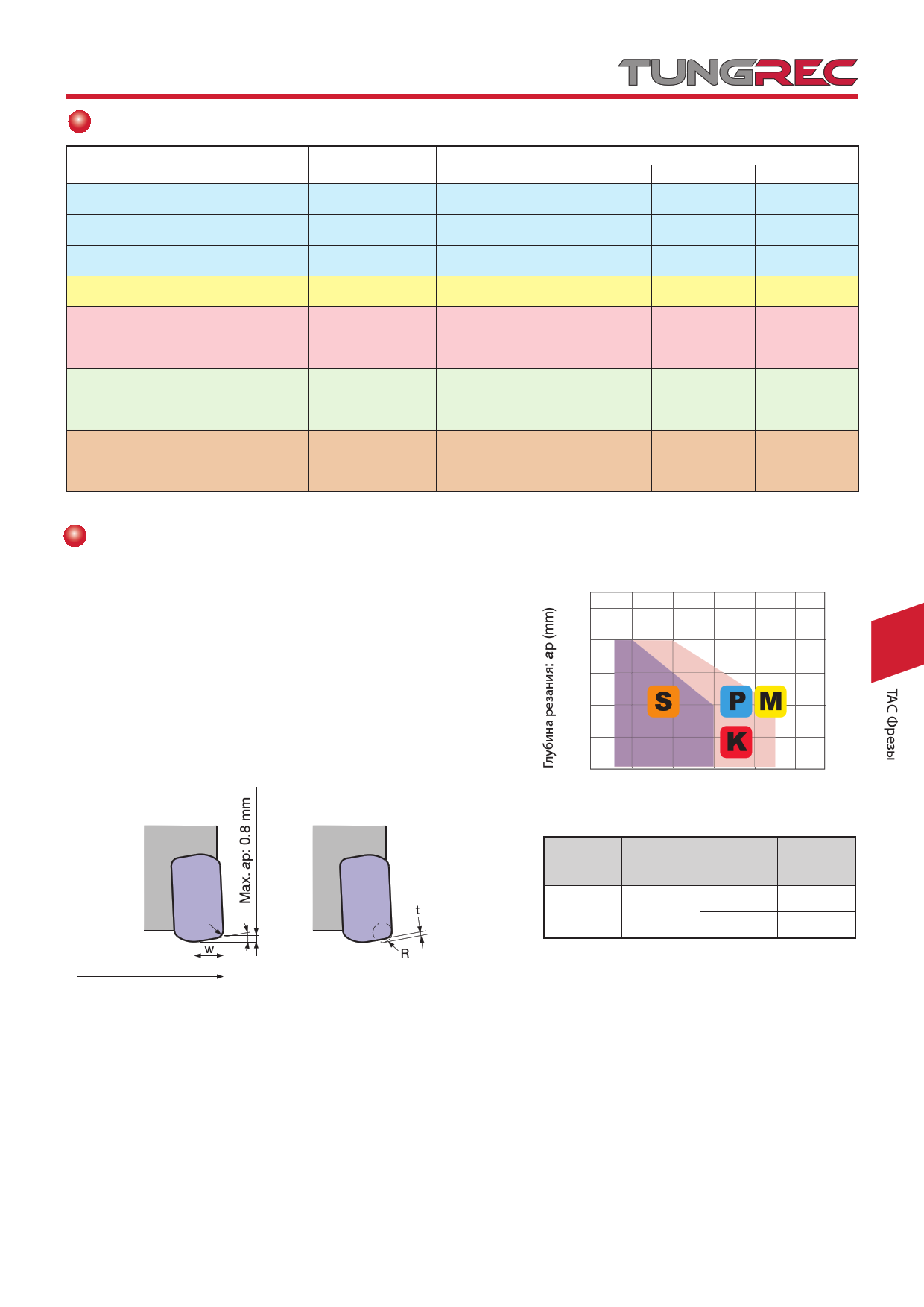
Предупреждение по использованию HJ
пластин
HJ пластины спроектированы для обработки при высоких подачах.
Пожалуйста, учитывайте следующее при использовании HJ пластин:
1. Боковая форма HJ пластины отличается от форм других пластин( MJ,
AJ). Несмотря на это, может использоваться одно посадочное гнездо.
2. При использовании HJ пластин, все пластины в корпусе фрезы
должны быть HJ типа. Не используйте другие типы пластин (MJ, AJ типа) с
пластинами HJ типа в одном корпусе.
3. Используя CAD/CAM, программируйте данную фрезу как радиусную.
На изображении ниже отображен угол R при программировании и
необработанная поверхность (t).
4. Диаметр инструмента с пластинами HJ типа равен диаметрам
представленным на стр.9-80 Dc + 0.6 mm
Tung Rec 07 HJ пластины
Стандартные условия
1.0
0.8
0.6
0.4
Суперсплавы
Сталь Нержавеющая
сталь
0.2
Чугун
0 0.2 0.4 0.6 0.8 1.0
Подача на зуб: fz (mm/t)
9
rў
R0.8 mm
10°
Диаметр инструмента: w
p. 9-80 Dc + 0.6 mm
Необработанная
t поверхность
Макс. глубина Макс. длина Необработанная Радиус кромки
резания режущей кромки поверхность
R при
max ap (mm) W (mm)
t (mm)
программировании
0.4 R 0.5
0.8 3.0
0.3 R 1.0
R
Радиус кромки R при
программировании
tungaloy@tungaloy-tools.ru www.tungaloy-tools.ru
9 –59