TUNGALOY - Полный каталог - Фрезы TAC - 2014
EPH
для размещения заказа - tungaloy@tungaloy-tools.ru
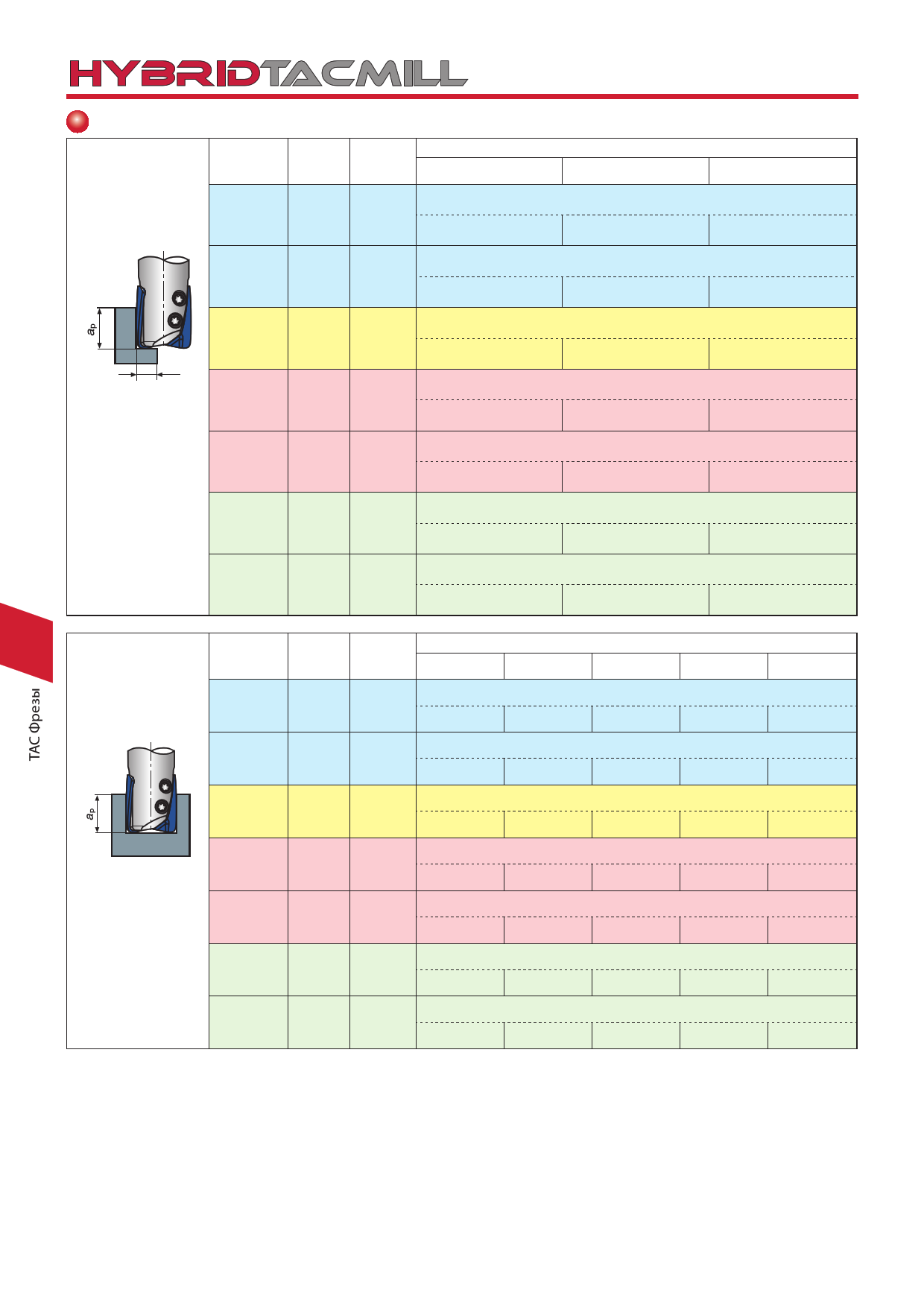
Стандартные режимы резания
Фрезерование
уступов
Обрабатываемые
материалы
Скорость
резания
Подача
зуб
на
Vc (m/min) fz (mm/t)
Углеродные и
легированные
стали
60 ~ 180 0.03 ~ 0.1
(< 30HRC)
Предварительно
закаленные
стали
50 ~ 150 0.03 ~ 0.08
(30 ~ 40HRC)
Нержавеющие
стали
50 ~ 150 0.03 ~ 0.06
ae (< 250HB)
ap: Осевая глубина
резания
ae: Радиальная глубина
резания
Серые
чугуны
80 ~ 200 0.03 ~ 0.1
Ковкие
чугуны
60 - 160 0.03 ~ 0.1
Алюминиевые
сплавы 100 ~ 300 0.03 ~ 0.1
(Si < 13%)
Алюминиевые
сплавы 80 ~ 180 0.03 ~ 0.08
(Si 13%)
10 ) Dc < 12
Условия резания
12 ) Dc < 16
16 ) Dc ) 26
ap ) 7.5 mm
ae ) 1.5 mm
ap ) 5.5 mm
ae ) 1.5 mm
ap ) 4.5 mm
ae ) 1.5 mm
ap ) 9.5 mm
ae ) 2.0 mm
ap ) 9.5 mm
ae ) 2.0 mm
ap ) 9.5 mm
ae ) 2.0 mm
ap ) 9.5 mm
ae ) 2.0 mm
Vc = 120 m/mim, fz = 0.08 mm/t
ap ) 9.0 mm
ae ) 1.5 mm
ap ) 12.0 mm
ae ) 2.0 mm
Vc = 100 m/min, fz = 0.05 mm/t
ap ) 6.5 mm
ae ) 1.5 mm
ap ) 9.0 mm
ae ) 2.0 mm
Vc = 100 m/min, fz = 0.04 mm/t
ap ) 5.5 mm
ae ) 1.5 mm
ap ) 7.5 mm
ae ) 2.0 mm
Vc = 140 m/min, fz = 0.08 mm/t
ap ) 11.5 mm
ae ) 2.0 mm
ap ) 15.5 mm
ae ) 3.0 mm
Vc = 110 m/min, fz = 0.08 mm/t
ap ) 11.5 mm
ae ) 2.0 mm
ap ) 15.5 mm
ae ) 3.0 mm
Vc = 200 m/min, fz = 0.07 mm/t
ap ) 11.5 mm
ae ) 2.0 mm
ap ) 15.5 mm
ae ) 3.0 mm
Vc = 130 m/min, fz = 0.06 mm/t
ap ) 11.5 mm
ae ) 2.0 mm
ap ) 15.5 mm
ae ) 3.0 mm
9 Прорезание
пазов
Обрабатываемые
материалы
Скорость
резания
Подзаучба
на
Vc (m/min) fz (mm/t)
10
)
Dc
<
12
Условия резания
12 ) Dc < 16 16 ) Dc ) 18 18 < Dc ) 21
21 < Dc ) 26
Углеродные и
легированные
стали
60 ~ 180
(< 30HRC)
0.03 ~ 0.1
ap ) 1.5 mm
Vc = 100 m/mim, fz = 0.06 mm/t
ap ) 2.0 mm ap ) 3.0 mm ap ) 2.5 mm
ap ) 2.5 mm
Предварительно
закаленные
стали
50 ~ 150 0.03 ~ 0.08
(30 ~ 40HRC)
ap ) 1.0 mm
Vc = 70 m/min, fz = 0.05 mm/t
ap ) 1.5 mm ap ) 2.0 mm ap ) 1.5 mm
ap ) 1.5 mm
Нержавеющие
стали
50 ~ 150
0.03 ~ 0.06
Vc = 70 m/min, fz = 0.04 mm/t
(< 250HB)
ap ) 1.0 mm ap ) 1.0 mm ap ) 1.5 mm ap ) 1.5 mm ap ) 1.5 mm
Серые
чугуны
Vc = 120 m/min, fz = 0.07 mm/t
80 ~ 200 0.03 ~ 0.1
ap ) 3.5 mm ap ) 4.0 mm ap ) 4.5 mm ap ) 3.5 mm ap ) 3.0 mm
Ковкие
чугуны
Vc = 80 m/min, fz = 0.07 mm/t
60 ~ 160 0.03 ~ 0.1
ap ) 3.5 mm ap ) 4.0 mm ap ) 4.5 mm ap ) 3.5 mm ap ) 3.0 mm
Алюминиевые
Vc = 150 m/min, fz = 0.07 mm/t
сплавы 100 ~ 300 0.03 ~ 0.1
(Si < 13%)
ap ) 3.5 mm ap ) 4.0 mm ap ) 4.5 mm ap ) 3.5 mm ap ) 3.0 mm
Алюминиевые
сплавы 80 ~ 180 0.03 ~ 0.08
(Si 13%)
ap
3.5 mm ap
Vc = 110 m/min, fz = 0.06 mm/t
4.0 mm ap 4.5 mm ap 3.5 mm ap
3.0 mm
Примечание:
При прорезании пазов используйте устойчивый станок.
Если стружка остается в зоне резания при фрезеровании пазов или
глубоких выемок, используйте воздушную продувку чтобы очистить
рабочую зону.
IЕсли стружка прилипает к режущей кромке (например, при
обработке сплавов алюминия), используйте СОЖ
При резке корки отливки или сильно неравномерной поверхности,
уменьшите подачу на зуб и максимальную глубину резания до 1/2 и
2/3 от значений представленных в таблице
Длина вылета инструмента должна быть как можно короче,
чтобы избежать вибрацию. Если длина вылета инструмента
большая, уменьшите число оборотов и подачу.
Условия резания обычно ограничены устойчивостью и
мощностью станка и жесткостью заготовки. При установке
параметров, начинайте со значений вдвое меньших
стандартных и постепенно увеличивайте их, проверяя
правильность работы станка.
9 –76
tungaloy@tungaloy-tools.ru www.tungaloy-tools.ru