TUNGALOY - Полный каталог - Инструменты T-CBN (PCBN) и T-DIA (PCD) - 2014
для размещения заказа - tungaloy@tungaloy-tools.ru
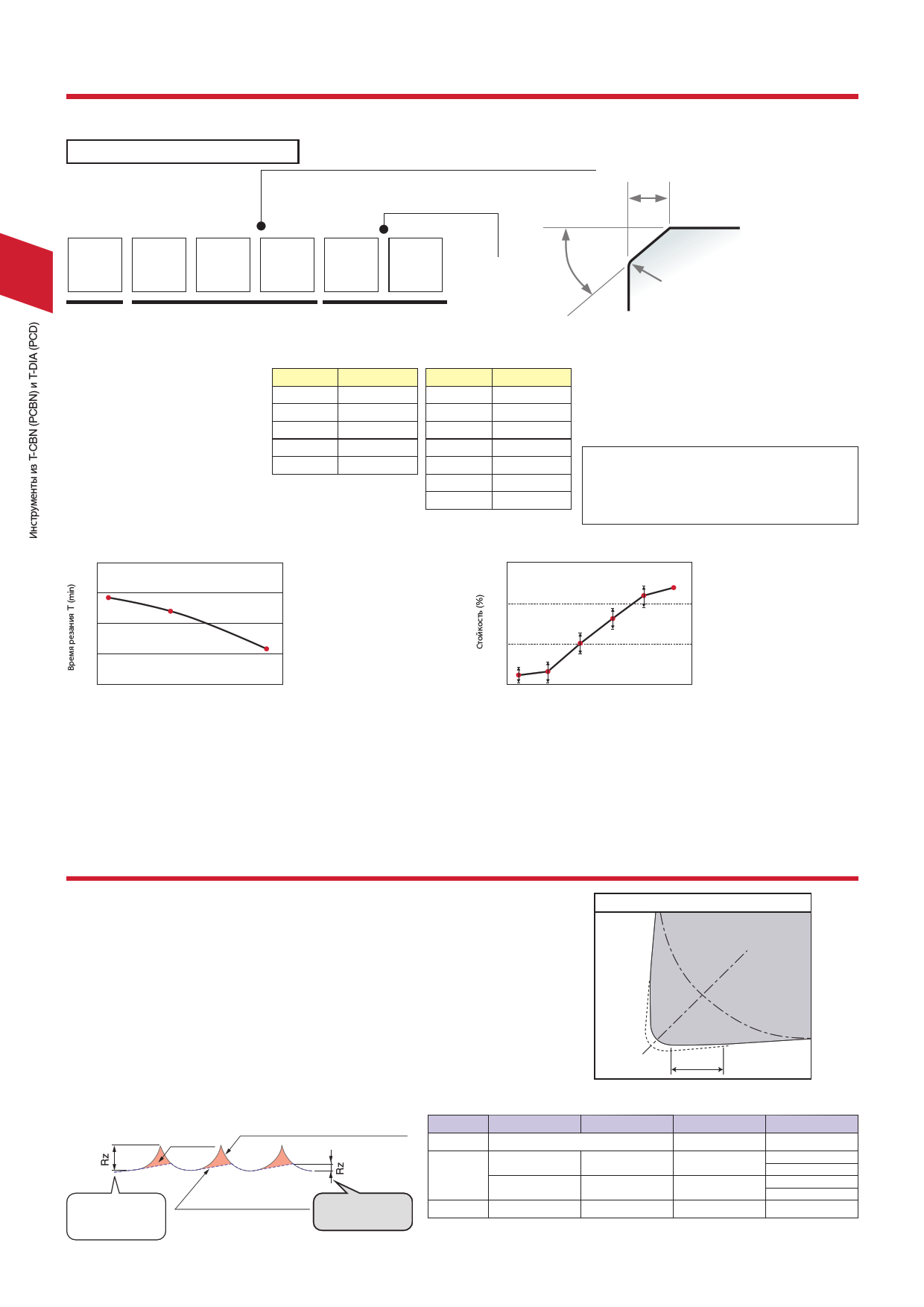
T-CBN серии
Спецификации хонингования
Можно заказывать пластины T-CBN со специальными характеристиками хонингования. Обратите внимание на
следующее описание
Система маркировки для хонингования
Пример:
Ширина хонингования 0.15 mm
Угол хонингования - 30°
С R-хонингованием
Ширина хонингования W
Передняя поверхность
S 0 1 5 3 03 Угол хонингования
R-хонингование
Форма
Ширина хонингования (W) Угол хонингования ()
T … Фасочное хонингование
S … Фасочное + R-хонингование
E … Только R-хонингование
F … Острые кромки
Q Условное обозначение
W
Величина
хонингования
005 0.05 mm
010 0.10 mm
10°
15°
013 0.13 mm
20°
015 0.15 mm
25°
020 0.20 mm
30°
35°
40°
Задняя поверхность
Угол хонингования
- 10°
- 15°
- 20°
- 25°
- 30°
- 35°
- 40°
QХарактеристики хонингования могут быть выбраны в
комбинации с изделиями, описанными здесь.
QДоступны пластины с отдельно "R" хонингованием.
Примечание: Существуют недоступные комбинации.
За деталями обратитесь в ближайший офис продаж
Тунгалой.
Спецификации хонингования для обработки закаленных
сталей и других твердых материалов.
Стандартное хонингование: -0.13 25° + R-хонингование
“-L” хонингование: -0.13 15° + R-хонингование
“-H” хонингование: -0.13 35° + R-хонингование
Зависимость между углом хонингования и ресурсом стойкости пластины при Зависимость между углом хонингования и стойкостью инструмента при
непрерывной обработке
обработке с прерывания
150
125
100
75
50
15 20 25 30 35
Угол хонингования
Условия резания
300
Обрабатываемый материал:
хромо-молибденовая сталь
(JIS SCM415), 60 HRC
Пластина: TNGN160404 (BX360)
200
Скорость резания: Vc = 100 m/min
Подача: f = 0.15 mm/rev
100
Глубина резания: ap = 0.25 mm
Охлаждение: без СОЖ
Критерий стойкости: VBmax = 0.15 mm
40 Хонингование:
0.13 °+ R-хонингование
0
15 20 25 30 35 40
Угол хонингования
Условия резания
Обрабатываемый материал:
хромо-молибденовая сталь
(JIS SCM415), 60 HRC
Пластина: TNGN160404 (BX360)
Скорость резания Vc =100 m/min
Подача: f = 0.15 mm/rev
Глубина резания: ap = 0.25 mm
Охлаждение: без СОЖ
Критерий стойкости: Излом
Хонингование: 0.13 ° +
R-хонингование
Основное правило
• При непрерывной обработке предпочтительны малые углы хонингования для минимизации
износа в целом.
• При обработке с прерываниями предпочтительны большие углы хонингования для минимизации
поломок в целом.
T-CBN серии
Зачистные пластины Wiper
Кромка для чистовой обработки(зачистная кромка) формируется в точке
пересечения между радиусом закругления и прямым углом режущей
кромки
Геометрия зачистной пластины Wiper
Эффект от зачистной кромки
Удваивается производительность J Уменьшается время обработки
Использование зачистной кромки может удвоить скорость подачи и, к тому же, не ухудшает
шероховатость поверхности. (Примечание: скорость подачи: *f < 0.3 mm/rev)
Превосходная шероховатость поверхности J Путем объединения черновой и
чистовой обработки можно увеличить производительность
По сравнению с обычными пластинами с радиусом при вершине, шероховатость
поверхности может быть улучшена с помощью зачистной кромки.
Зачитная кромка
Поперечные разрезы
шероховатости поверхности Поперечный разрез поверхности,
обработанной обычной пластиной
Удалено
Рекомендуемые державки для пластин с зачистными кромками Wiper
2QP-CNGA1204**WL 3QP-WNGA080408WL 2QP-DNGA1504**WJ 3QP-TNGA1604**WG
Вспомоуггаотлельный
95°
93° 91°
При обработке
обычной пластиной
Поперечный разрез
поверхности, обработанной
зачистной пластиной При обработке с
зачистной пластиной
Державка для
наружного
точения
Двенртуожтчраеевннкинаяедглоя
ACLNR/L*****12-A
AWLNR/L*****08-A
ADJNR/L*****15-A
ATGNR/L*****16-A
ATFNR/L*****16-A
DCLNR/L*****12
DWLNR/L*****08
DDJNR/L*****15
DTGNR/L*****16
DTFNR/L*****16
A***-ACLNR/L12-D*** A***-AWLNR/L08-D*** A***-ADUNR/L15-D*** A***-ATFNR/L16-D***
3 –6
tungaloy@tungaloy-tools.ru www.tungaloy-tools.ru