TUNGALOY - Полный каталог - Сверла - 2014
для размещения заказа - tungaloy@tungaloy-tools.ru
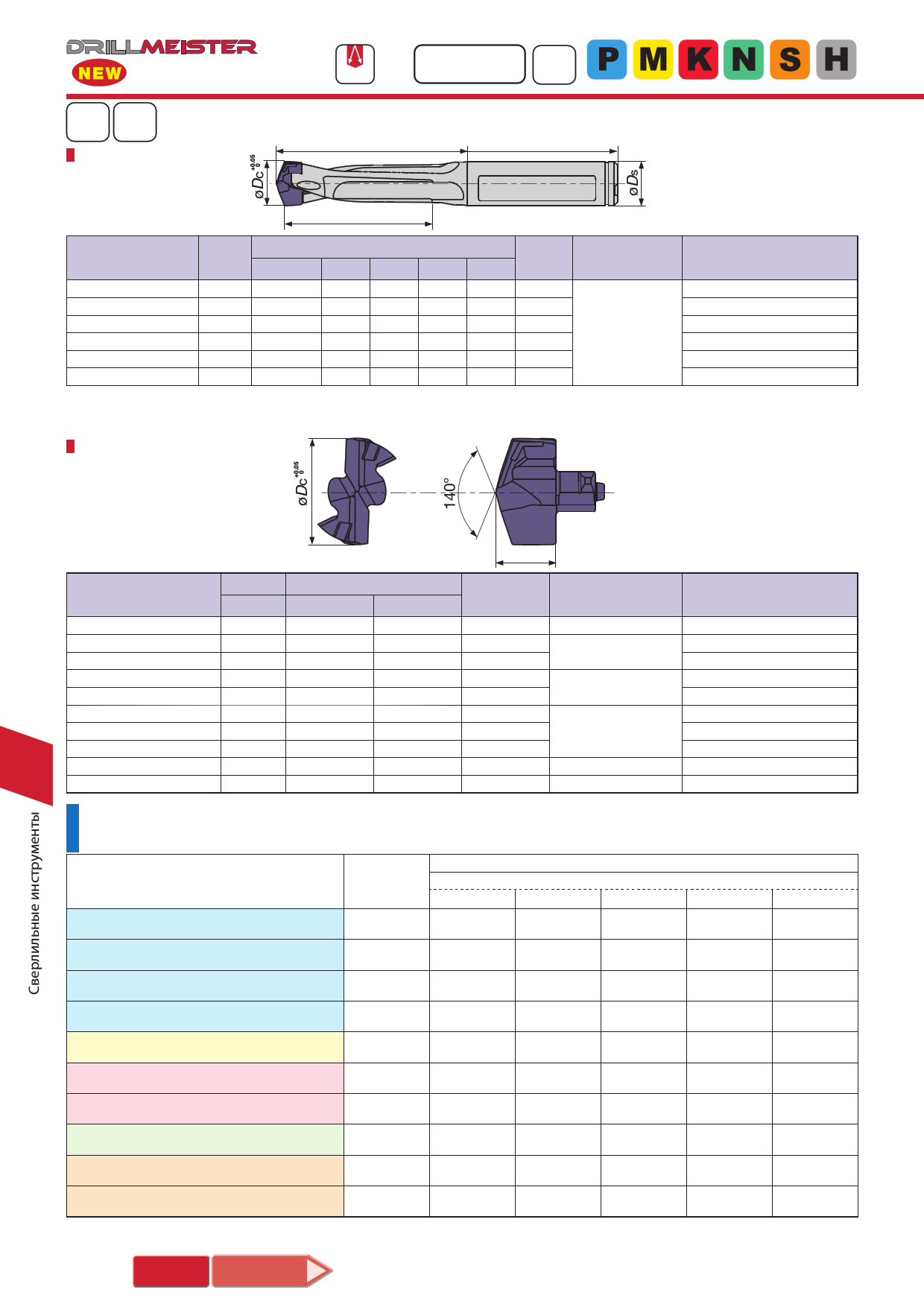
TIDC / DMP
3 140°
L/D
Угол
вершины
Корпус сверла
Внутренняя
Диаметр
10~19.9 mm
IT9~10
IT класс
Сталь
Нержавеющая
сталь
Чугун
Цветные
металлы
Суперсплавы
Твердые
металлы
R1 Rs
R
Кат. №
Наличие
Dc
Размеры (мм)
Ds R R1
Размер Зажимной ключ
Rs кармана (в комплекте)
Применяемая головка
TIDC100C10-3
10 ~ 10.4 10 30 45.2 41
10
DMP103
TIDC120C12-3
12 ~ 12.4 12 36 52 41
12
DMP120, DMP121
TIDC140C14-3
TIDC150C15-3
14 ~ 14.4 14
15 ~ 15.9 15
42 59.2 44
45 62.7 45
14
15
K-TID10-19.99
DMP140, DMP141
DMP150, DMP155, DMP156
TIDC170C17-3
17 ~ 17.9 17 51 71.9 48
17
DMP175
TIDC190C19-3
19 ~ 19.9 19 57 78.6 54
19
DMP195
При выборе головки сверла диаметр должен быть больше,
чем рабочая часть сверла. (Применяемые диаметры головок
приведены в таблице ниже).
Рабочий диаметр отверстия может изменятся в зависимости
от жесткости станка или условий резания.
Сверлильные
головки
11
Кат. №
DMP103
DMP120
DMP121
DMP140
DMP141
DMP150
DMP155
DMP156
DMP175
DMP195
Наличие
AH725
Размеры (мм)
Dc S
10.3
12.0
12.1
14.0
14.1
15.0
15.5
15.6
17.5
19.5
6.2
7.0
7.0
8.15
8.15
8.73
8.73
8.73
9.9
11.0
S
Размер
кармана
10
12
12
14
14
15
15
15
17
19
Стандартные условия резания
Применяемый
корпус сверла
TIDC100C10-3
TIDC120C12-3
TIDC140C14-3
TIDC150C15-3
TIDC170C17-3
TIDC190C19-3
Применяется винт
размером
M12x1.75
M14x2
(M14x2)
M16x2
(M16x2)
M16x1.0
M18x2.5
(M18x2.5)
M20x2.5
M22x2.5
Кол-во в упаковке = 2шт
: складская позиция
Обрабатываемый материал
Низкоуглеродистые стали (C < 0.3)
SS400, SM490, S25C etc. (St42-1, St52-3, C25 etc.)
Высокоуглеродистые стали (C > 0.3)
S45C, S55C etc. (C45, C55 etc.)
Низколегированные стали
SCM415 etc.
Легированные стали
SCM440, SCr420 etc. (42CrMo4, 20Cr4 etc.)
Нержавеющие стали SUS304, SUS316 etc.
(X5CrNi18-9, X5CrNiMo17-12-2 etc.)
Серый чугун FC250 etc. (GG25 etc.)
Скорость
Подача: f (мм/оборот)
резания
Dc (мmмm))
Vc ((мm//мmиiнn)) 10 - 11.9 12 - 13.9 14 - 15.9 16 - 19.9 20 - 25.9
80 - 140 0.15 - 0.28 0.18 - 0.30 0.20 - 0.35 0.25 - 0.45 0.25 - 0.45
70 - 120 0.15 - 0.28 0.18 - 0.30 0.20 - 0.35 0.25 - 0.45 0.25 - 0.45
70 - 120 0.14 - 0.28 0.16 - 0.32 0.18 - 0.35 0.23 - 0.40 0.25 - 0.45
40 - 90 0.14 - 0.28 0.16 - 0.32 0.18 - 0.35 0.23 - 0.40 0.25 - 0.45
30 - 70 0.12 - 0.18 0.14 - 0.20 0.16 - 0.24 0.16 - 0.26 0.18 - 0.30
80 - 180 0.20 - 0.35 0.25 - 0.40 0.30 - 0.45 0.35 - 0.55 0.35 - 0.60
Ковкий чугун FCD700 etc. (GGG70 etc.)
80 - 140 0.20 - 0.35 0.25 - 0.40 0.30 - 0.45 0.35 - 0.55 0.35 - 0.60
Алюминиевые сплавы ADC12 etc.
80 - 220 0.25 - 0.40 0.30 - 0.45 0.35 - 0.50 0.40 - 0.60 0.50 - 0.75
Титановые сплавы Ti-6Al-4V etc.
20 - 50 0.08 - 0.15 0.10 - 0.28 0.12 - 0.20 0.14 - 0.22 0.18 - 0.27
Сплавы на основе Никеля
20 - 50 0.08 - 0.13 0.10 - 0.15 0.12 - 0.18 0.12 - 0.22 0.14 - 0.22
Значения приведённые в таблице показывают общие условия резания.
Режимы резания необходимо изменять в зависимости от жесткости и мощности станка, а также обрабатываемого
материала.
11 –28
Связанные
страницы
Технический
справочник
(15-1)
tungaloy@tungaloy-tools.ru www.tungaloy-tools.ru