TUNGALOY - Полный каталог - Сверла - 2014
для размещения заказа - tungaloy@tungaloy-tools.ru
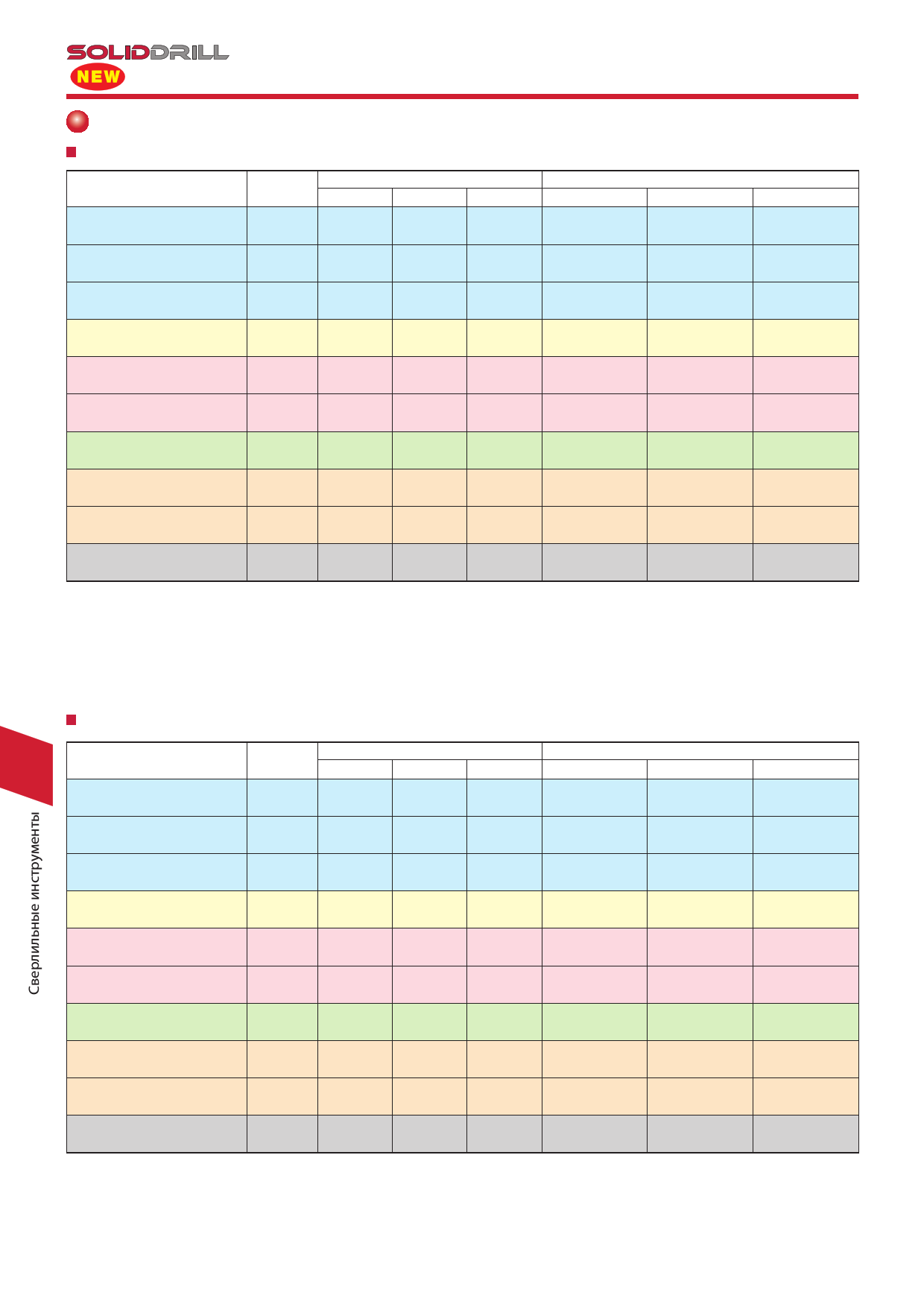
DSW
Стандартные условия резания
DSW-DE (Наружная подача СОЖ)
Обрабатываемый материал
Низкоуглеродистые стали (C < 0.3)
SS400, SM490, S25C etc.
(St42-1, St52-3, C25 etc.)
Твердость
по Бринеллю
(HB)
~ 180
Скорость резания: Vc (м/мин)
3 ~ 6 6 ~ 10 10 ~ 16
40 - 100 60 - 120 60 - 130
Углеродистые стали (C > 0.3)
S45C, S55C etc. (C45, C55 etc.)
180 ~ 300
40 - 90
50 - 120 60 - 130
Высоколегированные стали
SCM440 etc. (42CrMo4 etc.)
250 ~ 350
40 - 80
50 - 100 50 - 100
Подача: f (мм/оборот)
3 ~ 6
6 ~ 10
0.15 - 0.30
0.15 - 0.35
10 ~ 16
0.20 - 0.50
0.15 - 0.30
0.15 - 0.35
0.20 - 0.40
0.10 - 0.20/div>
0.15 - 0.20
0.15 - 0.35
Нержавеющие стали
SUS304 etc. (X5CrNi18-9 etc.)
~ 200
10 - 20
10 - 20
10 - 20
0.05 - 0.15
0.05 - 0.15
0.05 - 0.15
Серый чугун
FC300 etc. (GG30 etc.)
Ковкий чугун
FCD450 etc. (GGG45 etc.)
~ 200
~ 300
40 - 90
30 - 80
50 - 95 50 - 100
40 - 90 45 - 90
0.15 - 0.30
0.10 - 0.30
0.20 - 0.40
0.20 - 0.40
0.20 - 0.50
0.20 - 0.40
Алюминиевые сплавы
ADC12 etc.
-
40 - 90 50 - 100 50 - 100
0.15 - 0.30
0.20 - 0.40
0.20 - 0.50
Титановые сплавы
Ti-6Al-4V etc.
-
20 - 40 20 - 40 20 - 40
0.10 - 0.20
0.15 - 0.25
0.15 - 0.40
Жаропрочные сплавы, Инконель
Inconel 718 etc.
250 ~
10 - 30 10 - 30 10 - 30
0.03 - 0.07
0.05 - 0.10
0.07 - 0.12
Закаленная сталь
SKD11 etc.
~ 40HRC 10 - 30 10 - 30
Параметры резания приведённые в таблице выше являются не более
чем начальным руководством для универсальной обработки. Значения
необходимо корректировать в зависимости от жесткости или мощности
используемого станка. Оптимальные условия должны быть выбраны на основе
реальных показателей отвода стружки или повреждений режущих граней.
При использовании инструмента меньшего диаметра в каждом из
диапазонов, рекомендуется устанавливать подачу на меньшие значения.
10 - 30
0.05 - 0.15
0.05 - 0.15
0.05 - 0.20
Подача СОЖ является критическим фактором для поддержания стабильной
обработки и продолжительного срока службы инструмента. Необходимость
подачи больших объёмов СОЖ требуется при сверлении труднообрабатываемых
материалов.
При сверлении нержавеющих сталей с низкой обрабатываемостью, таких как,
аустенитная нержавеющая сталь с коэффициентом глубины более чем L/D=3,
рекомендуется периодический вывод сверла или внутренняя подача СОЖ.
DSW-DI (Внутренняя подача)
11
Твердость
Обрабатываемый материал по Бринеллю
(HB)
Низкоуглеродистые стали (C < 0.3)
SS400, SM490, S25C etc.
(St42-1, St52-3, C25 etc.)
~ 180
Углеродистые стали (C > 0.3)
S45C, S55C etc. (C45, C55 etc.)
180 ~ 300
Высоколегированные стали
SCM440 etc. (42CrMo4 etc.)
250 ~ 350
Скорость резания: Vc (м/мин)
3 ~ 6 6 ~ 10 10 ~ 16
70 - 140 80 - 160 90 - 190
40 - 90
40 - 90 60 - 130
div class="txt" style="position:absolute; left:215px; top:558px;">40 - 80 50 - 100 50 - 100
Подача: f (мм/оборот)
3 ~ 6
6 ~ 10
10 ~ 16
0.15 - 0.30
0.15 - 0.35
0.20 - 0.50
0.15 - 0.30
0.15 - 0.35
0.20 - 0.40
0.10 - 0.20
0.15 - 0.20
0.15 - 0.35
Нержавеющие стали
SUS304 etc. (X5CrNi18-9 etc.)
~ 200
25 - 75
25 - 75
25 - 75
0.05 - 0.15
0.05 - 0.15
0.10 - 0.30
Серый чугун
FC300 etc. (GG30 etc.)
~ 200
70 - 90
70 - 90
70 - 90
0.15 - 0.30
0.20 - 0.40
0.20 - 0.50
Ковкий чугун
FCD450 etc. (GGG45 etc.)
~ 300
40 - 90
40 - 90
40 - 90
0.10 - 0.30
0.20 - 0.40
0.20 - 0.40
Алюминиевые сплавы
ADC12 etc.
-
60 - 200 60 - 200 60 - 200
0.15 - 0.30
0.20 - 0.40
0.20 - 0.50
Титановые сплавы
Ti-6Al-4V etc.
-
20 - 40
20 - 40
20 - 40
0.10 - 0.20
0.15 - 0.25
0.15 - 0.40
Жаропрочные сплавы, Инконель
Inconel 718 etc.
250 ~
10 - 30
10 - 30
10 - 30
0.03 - 0.07
0.05 - 0.10
0.07 - 0.12
Закаленная сталь
SKD11 etc.
~ 40HRC 10 - 30
10 - 30
10 - 30
0.05 - 0.15
0.05 - 0.15
0.05 - 0.20
Параметры резания приведённые в таблице выше являются не более
чем начальным руководством для универсальной обработки. Значения
необходимо корректировать в зависимости от жесткости или мощности
используемого станка. Оптимальные условия должны быть выбраны на основе
реальных показателей отвода стружки или повреждений режущих граней.
При использовании инструмента меньшего диаметра в каждом из
диапазонов, рекомендуется устанавливать подачу на меньшие значения.
Подача СОЖ является критическим фактором для поддержания
стабильной обработки и продолжительного срока службы инструмента.
Необходимость подачи больших объёмов СОЖ требуется при сверлении
труднообрабатываемых материалов.
При сверлении нержавеющих сталей с низкой обрабатываемостью, таких как,
аустенитная нержавеющая сталь с коэффициентом глубины более чем L/D=3,
рекомендуется периодический вывод сверла или внутренняя подача СОЖ.
11 –38
tungaloy@tungaloy-tools.ru www.tungaloy-tools.ru