TUNGALOY - Полный каталог - Сверла - 2014
для размещения заказа - tungaloy@tungaloy-tools.ru
Руководство по использованию
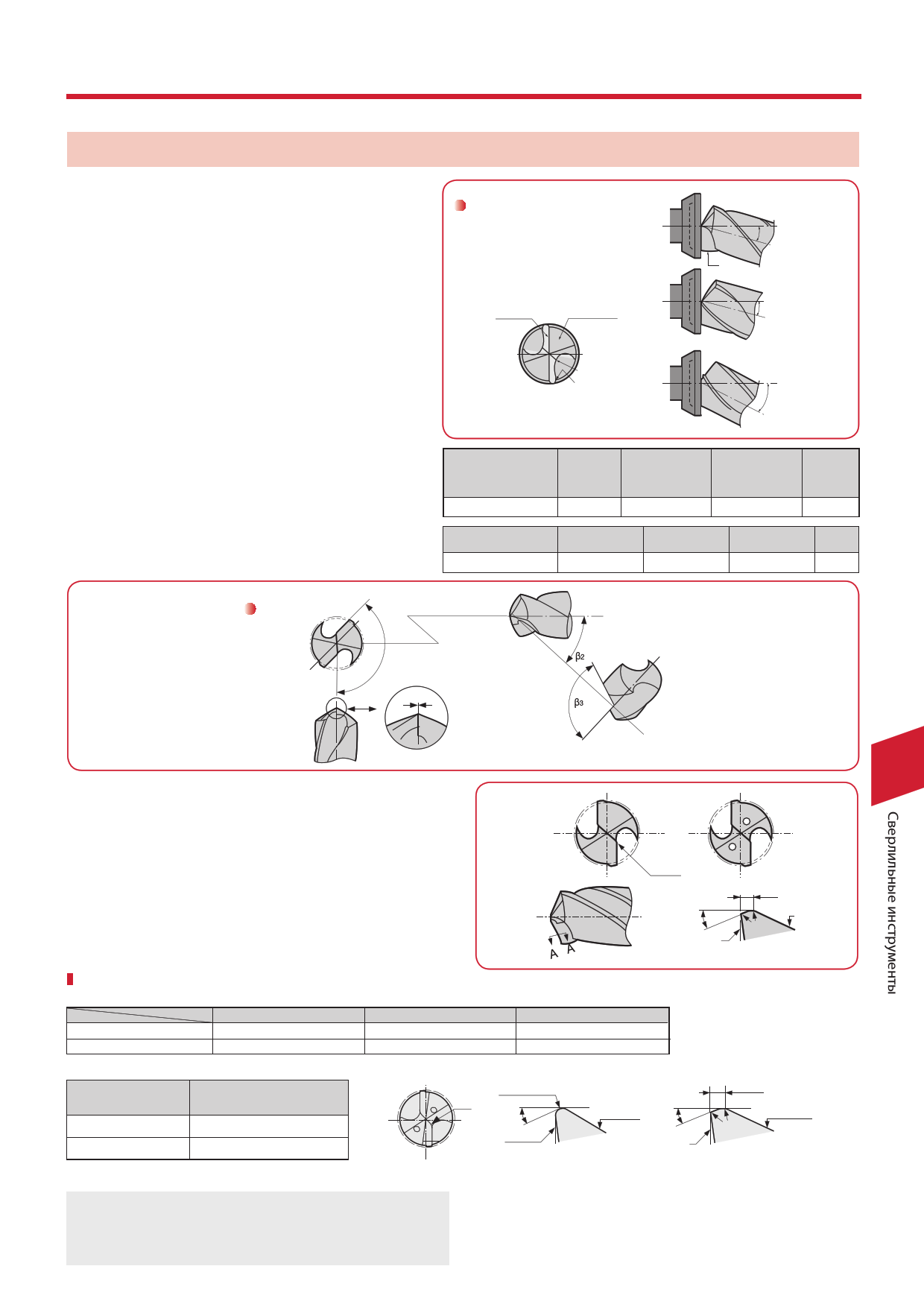
Рекомендации по переточке (применяется к типу DSW)
Перед переточкой
Проверьте режущие грани на наличие повреждений и износа. В случае обнаружения больших сколов, удалите их с помощью шлифовального круга из
карбида кремния.
(1) Шлифовка задней поверхности
• Используйте алмазный чашеобразный шлифовальный круг
зернистостью от 280 до 400 и диаметром от 100 до 200 мм.
1) Заточите заднюю поверхность так, чтобы сформировался
главный задний угол () 20, как показано на Рис. 1. После
шлифовки противоположной стороны таким же образом
выполнить выхаживание так, чтобы разница по высоте
кромок находилась в пределах 0.02 мм.
2) В случаях со свёрлами типа DSW: После заточки главного
заднего угла () 20, без переворачивания сверла проточите
вспомогательную заднюю поверхность так, чтобы
сформировался задний угол () 30. Тем же методом что и
2) позаботьтесь довести линию гребня между основной и
вспомогательной поверхностью к центру сверла. (Значения ()
1-30показаны в таблице 1)
(2) Подточка
• Используйте алмазный чашеобразный шлифовальный круг
зернистостью от 280 до 400 и диаметром от 100 до 200 мм.
• Выполнить подточку таким же способом как и перекрёстную
заточку (тип Х).
• Значения углов 1 и 3 изображенных на рисунках, приведены
в таблице 2.
Рис. 1 Заточка заднего угла
Главная задняя
плоскость
Вспомогательная
задняя плоскость
Угол при
1° вершине
C
Главный
2° задний угол
Вид с точки С
A
B
Используя точки А и В,
как исходные, получите
уровень.
Вспомогательный
задний угол
3°
Вид с точки С
Таблица 1
DSW
Таблица 2
DSW
1
Угол при
вершине
–20°
2
Главный задний
угол
–5° ~ –9°
3 4
Вспзоамдонгиайтеулгоьлный
Угол
вращения
–23° ~ –27° ––
1 2 3 R
145° ~ 150° 33° ~ 35° 108° ~ 112° ––
Рис. 2
1
0
2
3
(3) Доводка
• Угол доводки и ширина Н должны варьировать в зависимости от типа
сверла, диаметра, и обрабатываемого материала. Рекомендуемые
параметры доводки приведены в таблице ниже.
• Порядок выполнения доводки (смотрите Рис.3)
1) Закруглите участок R так, как показано на Рис.3
2) Затем выполните черновую заточку алмазным кругом с
приблизительной зернистостью 170.
3) Чистовая доводка производится вручную алмазным бруском с
зернистостью от 400 до 600.
• Ширина доводки должна меняться в зависимости от диаметра сверла.
Меньшему диапазону диаметров должна соответствовать меньшая
ширина, согласно значениям, приведённым в таблице.
Рис. 3 Доводка
AA
11
R
Задняя
поверхность
H
Передняя
R0.01 поверхность
~0.02
Параметры доводки для DSW
• Доводка
~ 6 mm
6 ~ 10 mm
10 ~ 16 mm
- 20
- 20
- 20
H
0.03 ~ 0.05
0.05 ~ 0.08
0.08 ~ 0.10
• R Доводка скруглением
Размеры (mm)
R Доводка скруглением
R (mm)
Dc 6
6 Dc 12
0.02 ~ 0.04
0.03 ~ 0.05
A
После переточки, перед использованием, убедитесь в следующем:
•Разница по высоте кромок находится в пределах 0.02 мм.
•Не осталось никаких повреждённых участков на режущей кромке.
•Шлифовка режущих кромок выполнена надлежащим образом.
•После переточки не осталось никаких заусенцев.
R Скругление
R
Угол
Задняя
A поверхность
Передняя
поверхность
Угол
Задняя поверхность
Ширина
Передняя
поверхность
R Доводка
скруглением
A-A сечение
Угловая доводка
A-A сечение
Примечание:
•Для более детальной информации по переточке обратитесь в ближайшее
представительство компании Tungaloy
11–47
tungaloy@tungaloy-tools.ru www.tungaloy-tools.ru