TUNGALOY - Резьбонарезной инструмент - 2014
для размещения заказа - tungaloy@tungaloy-tools.ru
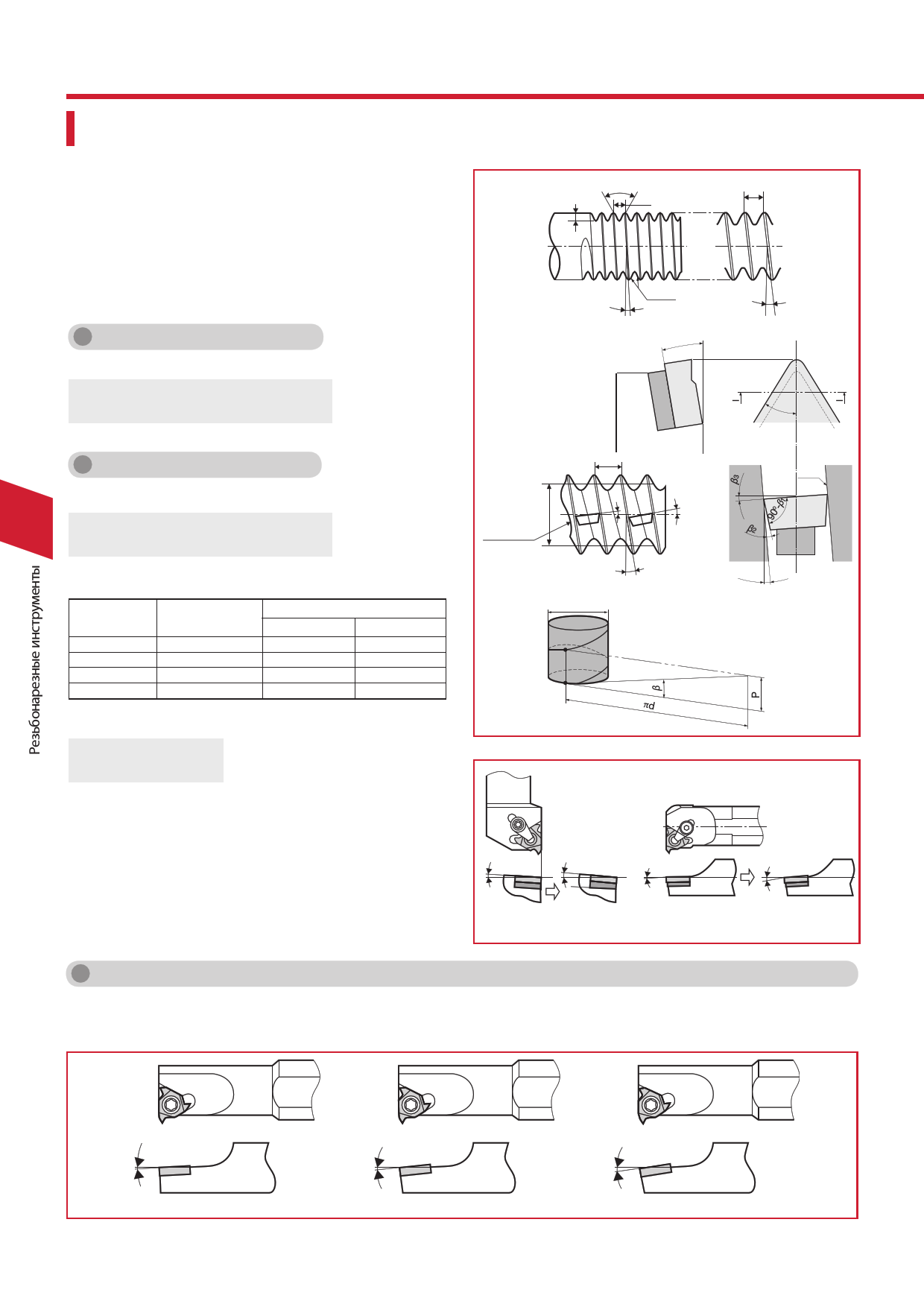
Метод замены подкладки
Компенсация угла подъема и заднего угла инструмента
При большом шаге резьбы или маленьком диаметре резьбы
угол подъема становится большим, и эффективный задний
угол на передней боковой поверхности 2 уменьшается. В
частности, это означает уменьшение срока службы пластины
применительно к трапециедальной резьбе с малым углом
профиля резьбы. Идеальный вариант, когда для исключения
взаимных помех вершина резьбонарезной пластины имеет
равные задние углы справа и слева. Переставьте подкладку
таким образом, чтобы передняя поверхность пластины
смотрела в направлении резьбовой канавки (т.е. = 3).
Угол профиля резьбы
Шаг Р (крупный)
Глубина резьбы
Шаг Р (мелкий) = подъем
Профиль
Угол подъема (мелкий)
Угол подъема
(крупный)
Расчет угла подъема
Угол подъема расчитывается следующим образом:
=
tan-1(R/d)
=
tan-1(nP/d)
:
R:
Угол подъема
Ход
n : Число витков
P : Шаг резьбы
Расчет заднего угла
d : Диаметр резьбы
Задний угол 1 iрасчитывается следующим образом:
7 1 = tan-1(tan •tan)
Эффективный
диаметр d
Небольшой
просвет
(возможность
соприкосновения)
Подкладка
Пластина
Державка
P
Компенсация
угла подъема
Канавка
резьбы
Пластина
2
Подкладка
Угол для стандартной державки 100 для наружной резьбы и 150
для внутренней резьбы
Угол профиля
2
60°
55°
30°
29°
30°
27.5°
15°
14.5°
1
Наружная резьба Внутренняя резьба
5.8° 8.8°
5.2° 7.9°
2.7° 4.1°
2.6° 4°
Таким образом, эффективный задний угол равен:
2 = 1 + 3 -
: Угол подъема
2 : Эффективный задний угол
3 : Компенсационное значение
d (Эффективный диаметр резьбы)
I–Поперечное сечение
d
Другими словами, 1 = 2 когда угол подъема резьбы
равен компенсационному значению. То есть задний угол
самого инструмента равен эффективному заднему углу. При
использовании неправильного компенсационного значения
1 > 2. То есть эффективный задний угол становится меньше.
Поэтому компенсацию угла подъема следует выполнять таким
образом, чтобы был достигнут следующий диапазон:
±1 если прилегающий угол 60 или 55
±30 если прилегающий угол 30 или 29
1° 3°
1°
СтанSдаtрaтnнdыaйrd CCкоoмmпеpнeсnацsиaеtйed
СтанSдаtрaтnнdыaйrd
2°
C кCоoмmпеpнeсаnцsиaеtйed
Компенсация угла подъема при нарезании внутренней резьбы
При использовании внутренних резьбонарезных державок
без подкладки, вышеприведенный метод нельзя применять
для компенсации угла подъема. Поэтому, существуют
специальные державки для больших углов подъема как
показано ниже. Два последних рисунка кат.№ (-2 или -3)
отображают использование угла подъема в 2° или 3°
соответственно. Державки без этих цифр для угла подъема 1°.
1°
SNR0016M16
2°
SNR0016M16-2
3°
SNR0016M16-3
7 –26
tungaloy@tungaloy-tools.ru www.tungaloy-tools.ru