TUNGALOY - Резьбонарезной инструмент - 2014
для размещения заказа - tungaloy@tungaloy-tools.ru
Стандартные условия резания и методы подачи
Стандартные условия резания
Обрабатываемый материал
Углеродистые стали
Нержавеющие стали
Чугуны
Цветные металлы
Жаропрочные сплавы
Твердые материалы
Твердость
< 200HB
> 200HB
-
-
-
-
50 ~ 60HRC
AH725
80 ~ 180
60 ~ 160
50 ~ 130
-
-
-
-
Скорость резания: Vc (m/min)
T313V
NS730
100 ~ 200
150 ~ 200
100 ~ 150
100 ~ 170
70 ~ 130
-
70 ~ 150
-
--
--
--
TH10
-
-
-
70 ~ 90
100 ~ 500
10 ~ 40
10 ~ 30
Руководство по нарезанию резьбы
Определите подачу за проход и число витков, ссылаясь на
таблицу и описание ниже.
Шаг 0.5 0.75 1 1.25 1.5 1.75 2 2.5 3 3.5 4 4.5 5 ~
Число витков
48 32 24 20 16 14 12 10
8
7
6 5.5 5 ~
Число проходов 4 ~ 6 4 ~ 7 4 ~ 8 5 ~ 9 6 ~ 10 7 ~ 12 7 ~ 12 8 ~ 14 10 ~ 16 11 ~ 18 11 ~ 18 11 ~ 19 12 ~ 24
Примечание:
• При использовании пластины полного профиля установите суммарное
число проходов, учитывая припуск 0,1 мм.
• Установите первую подачу 150 - 200% от радиуса вершины кромки R и не
превышайте допуск 0.5 мм.
• Значение скорости врезной подачи во время последнего прохода
должно быть минимум 0,05 мм. Глубина резания не должна быть нулевой
(слишком малая подача или нулевая глубина резания закаленной рабочей
поверхности приводят к сокращению срока службы инструмента)
• Пластина частичного профиля или пластина для обработки внутреннего
диаметра имеет небольшой радиус закругления R. Уменьшите подачу за
проход и увеличте число проходов.
• Стандартные значения подачи за проход и число проходов приведены в
нашем каталоге.
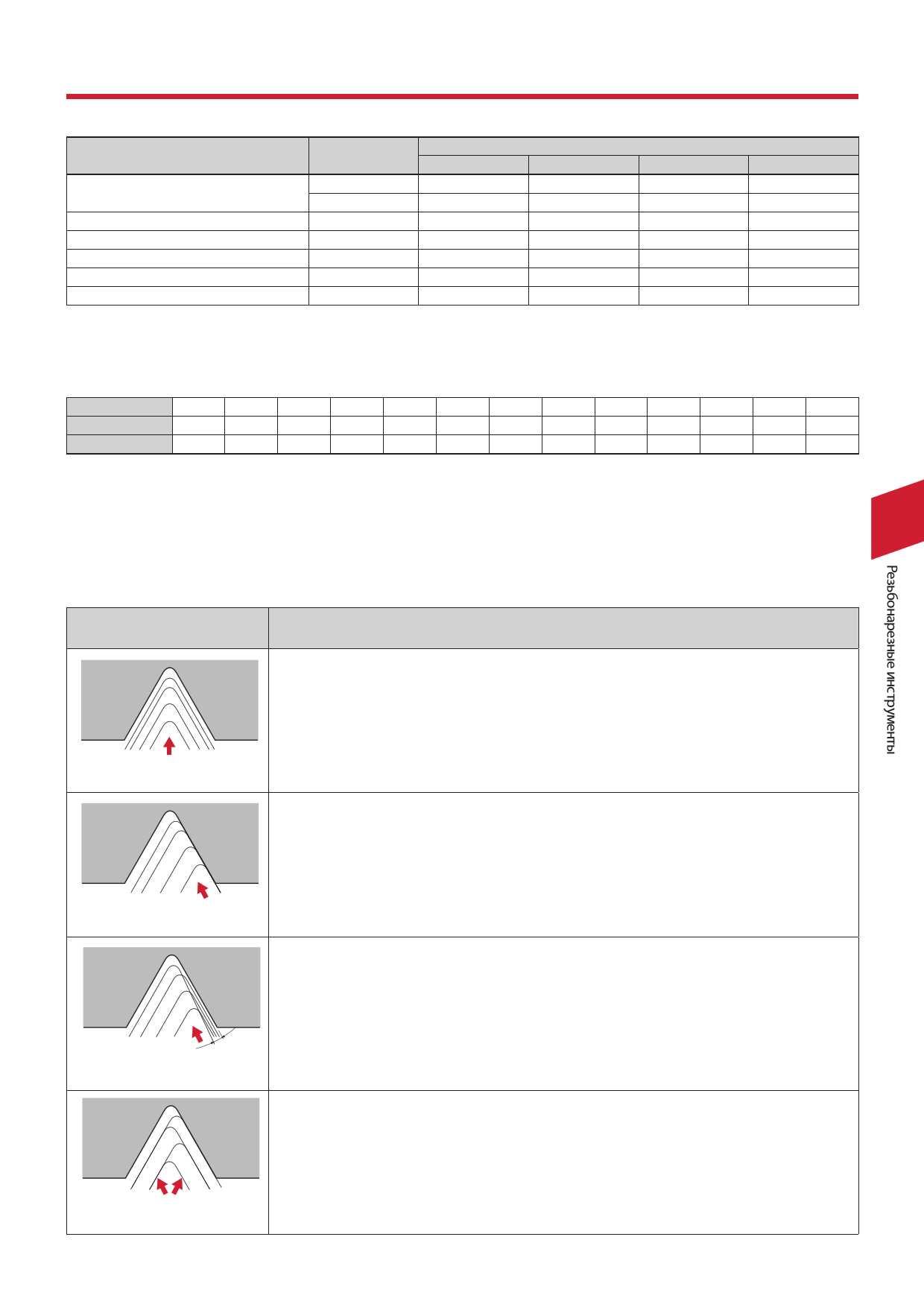
Методы подачи для инструментов ST типа
7
Метод подачи
Характеристики
Прямая (радиальная) подача
• Наиболее простой и обычный метод подачи
Подходит для нарезания резьбы с относительно небольшим шагом и
лекгообрабатываемым материалом.
• Длина зоны контакта со стружкой справа и слева больше, что вызывает вибрацию с
увеличением нагрузки на вершину резца.
• Когда половина прилегающего угла не симметрична справа и слева, подача в направлении
1/2 прилегающего угла обеспечит одинаковую обработку правой и левой режущей
кромкой.
• Подходит для резьб с большим шагом и легкообрабатываемых материалов. Эффективно
предотвращает вибрацию.
• Стружка отводится только в одну сторону. Удовлетворительный контроль стружки.
• Кромка справа (с нулевой подачей) быстрее изнашивается.
Подача одной кромки
(боковая подача).
• Подходит для резьб с большим шагом и легкообрабатываемых материалов. Эффективно
предотвращает вибрацию.
• Стружка отводится только в одну сторону. Удовлетворительный контроль стружки.
• Правая кромка совершает некоторую обработку. Таким образом снижается износ кромки
Модифицированная подача
одной кромки (боковая подача)
• Подходит для резьб с большим шагом и легкообрабатываемых материалов. Эффективно
предотвращает вибрацию.
• Стружка отводится поочередно вправо и влево, что может привести к запутыванию
• Правая и левая кромки используются поочередно, что обеспечивает равномерный износ
и повышенный срок службы инструмента
Попеременная подача
tungaloy@tungaloy-tools.ru www.tungaloy-tools.ru
97 –37