TUNGALOY - Полный каталог - Фрезы TAC - 2014
для размещения заказа - tungaloy@tungaloy-tools.ru
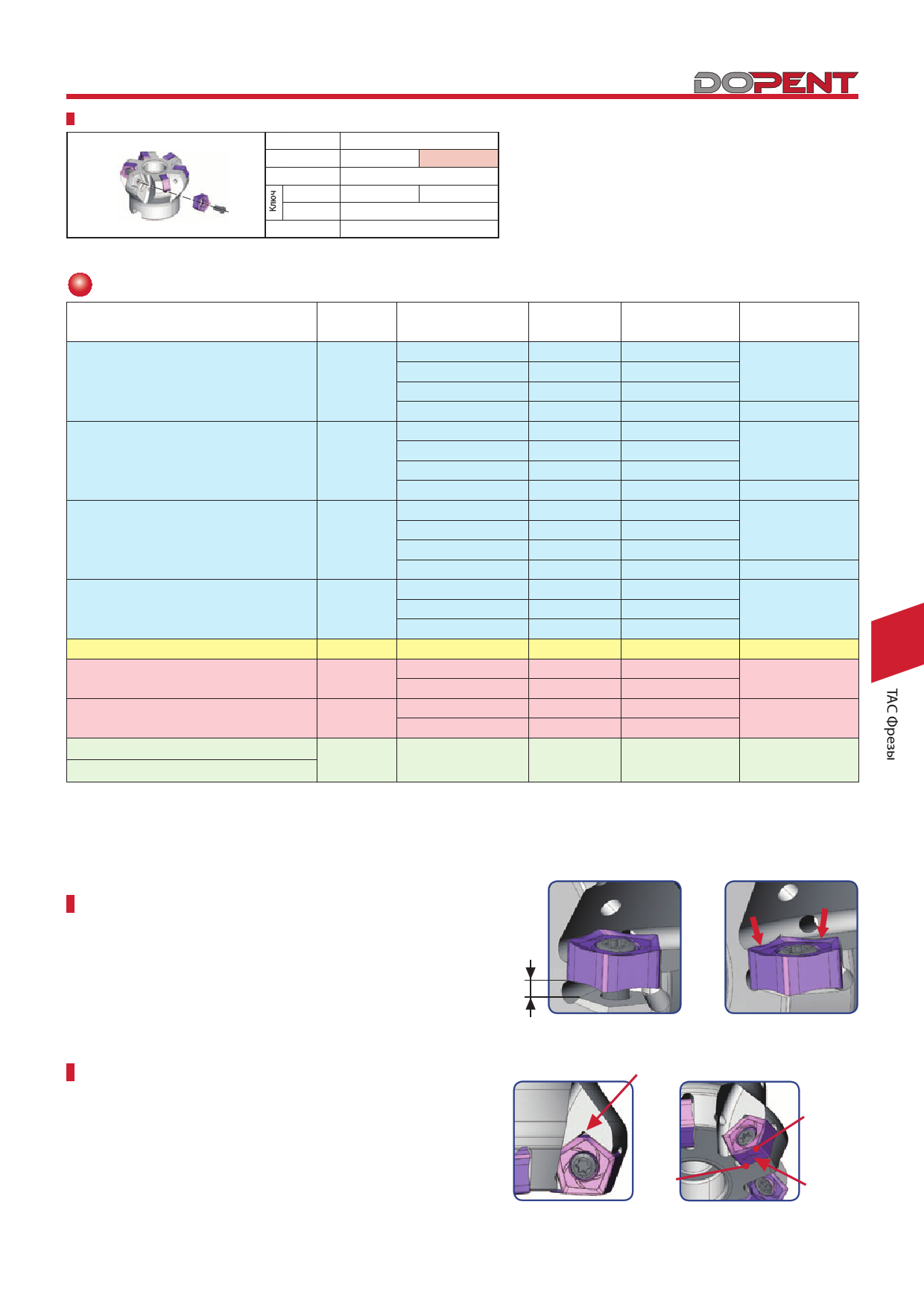
TEN / EEN type
Комплектующие фрез
Описание
Кат.№ запасных деталей
Пфрриезмаеняемая TEN09R... *TEN09R...
Зажимной винт
CSTR-4L100
Torx bit
BT15S
BT15M
Ручка
Мклоюнчоблочный
H-TBS
T-15D
стандартные условия резания
обрабатываемые материалы
Низкоуглеродистые стали
(C15E и т.п. .)
Высокоуглеродистые стали
(C45, C55 и т.п.)
Легированные стали
(42CrMo4, 17Cr3 и т.п.)
Инструментальные стали
(X155CrVMo12 1 и т.п.)
Нержавеющие стали (X5CrNi18-9 и т.п.)
Серые чугуны
Ковкие чугуны
Алюминиевые сплавы (Si < 13%)
Алюминиевые сплавы (Si 13%)
твердость
HB
критерии выбора
Рекомендуемый Скорость резания
сплав
Vc (m/min)
Основной выбор
AH725
100 - 250
~ 200
Приоритет ударопрочности
Приоритет износостойкости
Приоритет качества
поверхности
Основной выбор
AH140
T3130
NS740
AH725
80 - 180
120 - 250
100 - 250
100 - 230
200 ~ 300
Приоритет ударопрочности
Приоритет износостойкости
Ппорвиеоррхинтоестткиачества
AH140
T3130
NS740
80 - 180
120 - 250
100 - 250
Основной выбор
AH725
100 - 230
150 ~ 300
Приоритет ударопрочности
Приоритет износостойкости
Приоритет качества
поверхности
Основной выбор
AH140
T3130
NS740
AH725
80 - 150
120 - 250
100 - 250
100 - 180
~ 300 Приоритет ударопрочности AH140
80 - 120
Приоритет износостойкости T3130
100 - 180
- Основной выбор
AH140
90 - 180
Основной выбор
AH120
- Приоритет износостойкости T1115
140 - 250
150 - 280
Основной выбор
AH120
- Приоритет износостойкости T1115
100 - 200
120 - 220
Подача на зуб
fzfz(м(mмm/з/уtб) )
0.1 - 0.6
0.1 - 0.5
0.1 - 0.5
0.1 - 0.4
0.1 - 0.5
0.1 - 0.4
0.1 - 0.5
0.1 - 0.45
0.1 - 0.6
0.1 - 0.6
- Основной выбор
TH10
500 - 1500
0.1 - 0.5
Примечания:
Убирайте чрезмерное накопление стружки воздушным потоком.
· Если стружка прилипает к режущей кромке(обработка алюминия), используйте
охлаждающую жидкость
· При обработке неравномерной поверхности или корки отливки, подача (fz)
должна быть уменьшена ниже рекомендуемых значений в таблице выше.
· Условия резания ограничены мощностью станка, жесткостью заготовки
и вылетом инструмента. Если ширина резки, глубина или длина вылета
большие, установите значения Vc и fz ниже рекомендуемых и проверьте
мощность станка и вибрацию.
9
Установка пластин для фрез с очень малым шагом
пластин
Для фрезы с очень малым шагом пластин используют
наклонный ключ.
Установите пластину, а затем зажмите винт. (рис. А)
Подходящим является момент 3.5 N·m.
После зажатия винта, пожалуйста, убедитесь в отсутствии
промежутка между корпусом фрезы и пластиной. (Рис. В)
Установите
пластину, а
затем зажмите
винт.
Рис. A
Примечание по использованию зачистных
пластин
Для получения хорошей чистовой поверхности рекомендуется
использовать зачистную пластину. (PNCU0905GNER-W)
При использовании зачистной пластины, установите пластину как
показано на Рис. С. Убедитесь, что канавка спереди как показано на
Рис. D.
Зачистная пластина имеет две зачистные кромки. (Рис. D)
Не используйте остальные углы. Это может повредить корпус
фрезы.
Метка
Рис. C
Режущая
кромка
tungaloy@tungaloy-tools.ru www.tungaloy-tools.ru
Рис. B
Режущая
кромка
Рис. D
Канавка
9 –41