TUNGALOY - Полный каталог - Фрезы TAC - 2014
для размещения заказа - tungaloy@tungaloy-tools.ru
Стандартные режимы резания
Обрабатываемые материалы Твердость Приоритет
Сплав
Скорость
Стружко- резания
лом
Vc (m/min)
Подача на зуб: fz (mm/t)
Диам. инстр.: Dc (mm) Плунжерное
16~ 22 25 ~ 50 фрезерование
Углеродистые стали
C45, C55 etc.
~ 300HB
Первый выбор AH725 MJ
Для низкой
режущей силы
AH725 ML
100 - 300
0.5 -1.2
0.5 - 0.7
0.5 - 1.5
0.5 - 1.0
0.1
Ударопрочность AH3035 MJ
0.5 -1.2 0.5 - 1.5
Легированные стали
42CrMo4, 17Cr3 etc.
~ 300HB
Первый выбор
Для низкой
режущей силы
AH725 MJ
AH725 ML
100 - 200
0.5 -1.2
0.5 - 0.7
0.5 - 1.5
0.5 - 1.0
0.1
Ударопрочность AH3035 MJ
0.5 -1.2 0.5 - 1.5
Упрочнённые стали
NAK80, PX5 etc.
30 ~ 40HRC
-
AH3035 ML 100 - 200 0.5 - 0.7 0.5 - 1.0 0.1
Нержавеющие стали
X5CrNi18-10,
X5CrNiMo17-12-2 etc.
~ 200HB
Первый выбор AH130 ML
Ударопрочность AH130 MJ
100 - 150
0.3 - 0.5
0.3 - 0.8
0.3 - 0.7
0.3 - 0.8
0.08
Серый чугун
GG25, GGG30 etc.
150 ~ 250HB
-
AH725 MJ 100 - 300 0.5 - 1.2 0.5 - 1.5 0.1
Ковкий чугун
GGG40 etc.
150 ~ 250HB
-
AH725 MJ 80 - 200 0.5 - 1.2 0.5 - 1.5 0.1
9 Титановый сплав
Ti-6AI-4V etc.
~ 40HRC
- AH725 ML 30 - 60 0.3 - 0.5 0.3 - 0.7 0.08
Закалённые X40CrMoV5-1 etc. 40 ~ 50HRC
стали
X153CrMoV12 etc. 50 ~ 60HRC
-
AH3035 MJ
80 - 130
50 - 70
0.1 - 0.2 0.1 - 0.3 0.05
0.03 - 0.05 0.03 - 0.07 0.03
Когда стружка остается в зоне обработки во время пазовой
или глубокой карманной фрезеровки, используйте продув
сильной струей воздуха для её удаления из рабочей зоны.
Во избежание вибрации вылет инструмента должен быть как
можно меньше. Когда вылет инструмента слишком велик,
необходимо уменьшить обороты и скорость подачи.
Предостережения при использовании
Использование стандартного или
длинного хвостовика
При использовании длинного хвостовика, необходимо
уменьшить режимы резания (Vc, fz, ap) до 70% максимально
разрешенных условий для стандартного хвостовика
1.0
Стандартный хвостовик
Vc = 100 ~ 300 m/min
0.7
0.5 Длинный хвостовик
Vc = 80 ~ 200 m/min
0.3
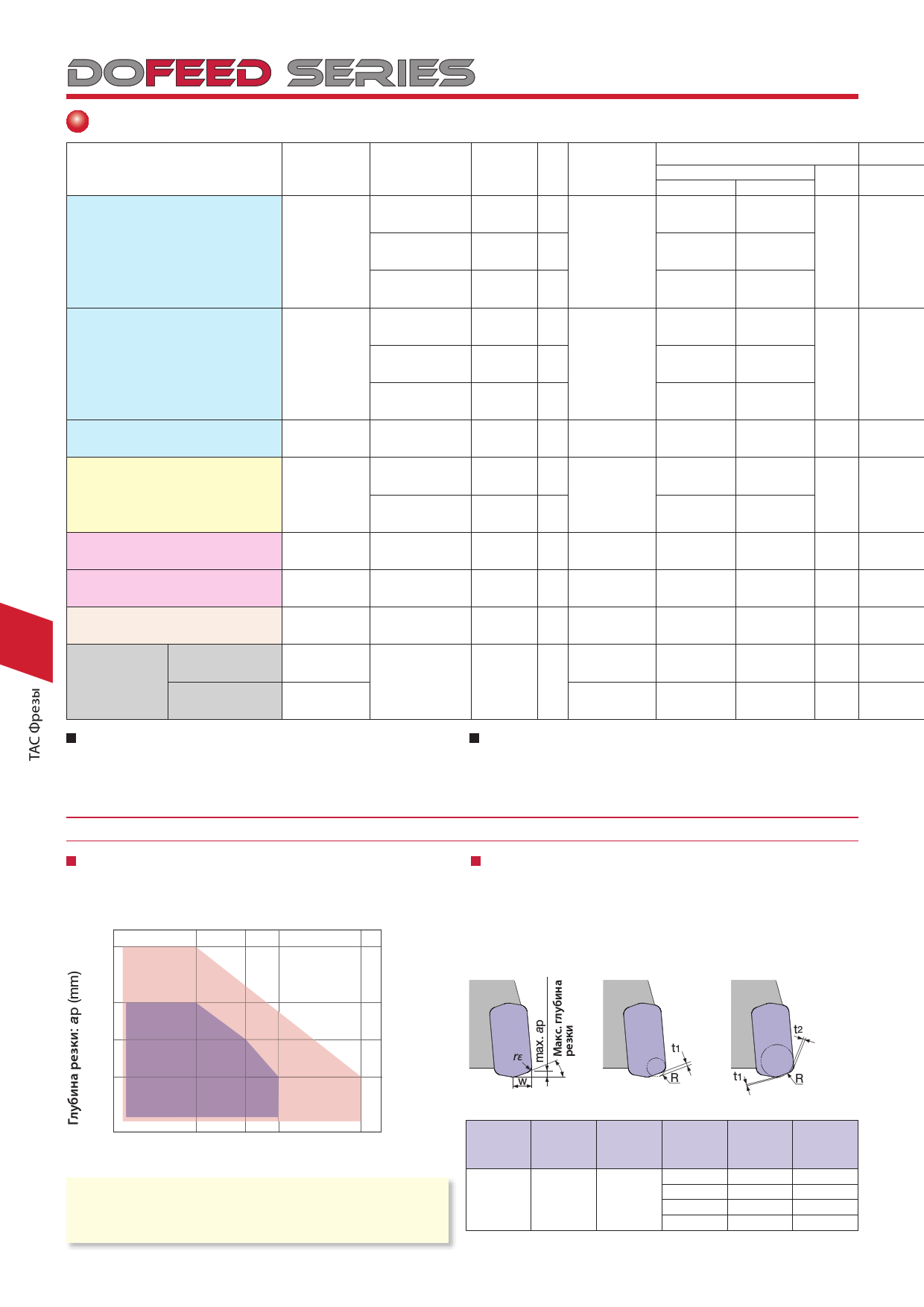
Программирование по геометрии
инструмента
При программировании для САП, инструмент следует расценивать
как пластину с радиусом. Зачастую, радиус угла выставляется
на 1.5мм. В случае использования большего радиуса может
возникнуть перерезание. Таблица ниже показывает количество
недорезанного (t1) и перерезанного (t2).
Y
17°
w
Кол-во
недорезанного
t1
Кол-во
перерезанного
t2
R t1 R
Радиус угла при
программировании
0
0.5 0.8 1.0
1.5
Подача на зубец: fz (mm/t)
Макс. глубина
резки
max ap
Радиус угла
W (mm)
Радиус
угла при
Кол-во
Кол-во
недорезанного перерезанного
(mm) r (mm)
программировании t1 mm) t2 (mm)
1.0 0.6
-
Диам. инстр.: Dc = 16 ~ 35 mm Стандартный хвостовик
Рабочий материал: C55 (200HB) Длинный хвостовик
)
1.0
1.2
3.0
1.5 0.5
-
2.0 0.25 0.08
L/D коэффициент выноса
2.5 0.14 0.26
Каждая величина, приведенная в таблице, высчитана теоретически исходя из
максимальных условий.
9 –94
tungaloy@tungaloy-tools.ru www.tungaloy-tools.ru