TUNGALOY - Полный каталог - Фрезы TAC - 2014
для размещения заказа - tungaloy@tungaloy-tools.ru
Стандартные режимы резания
Обрабатываемые материалы Твердость Приоритеты
Углеродистые стали
C45, C55 etc.
Легированные стали
42CrMo4, 17Cr3 etc.
Упрочнённые стали
NAK80, PX5 etc.
~ 300HB
~ 300HB
Первый выбор
Износостойкость
Ударопрочность
Первый выбор
Износостойкость
Ударопрочность
30 ~ 40HRC
-
Сплавы
Стружко-
лом
AH725
AH120
AH3035
AH725
AH120
AH3035
MJ
MJ
MJ
MJ
MJ
MJ
Скорость
резания
Vc (m/min)
100 - 300
100 - 200
Подача на зуб: fz (mm/t)
Диам. инстр. Подача при
Dc (mm) врезании
32 ~ 80 fz (mm/t)
0.5 - 1.5
0.15
0.5 - 1.5
0.15
AH3035 ML 100 - 200
0.5 - 1.0
0.15
Нержавеющие стали
X5CrNi18-10,
X5CrNiMo17-12-2 etc.
~ 200HB
Первый выбор
Ударопрочность
AH130
AH130
ML
MJ
100 - 150
0.3 - 0.7
0.3 - 0.8
0.1
Серый чугун
GG25, GGG30 etc.
Первый выбор
150 ~ 250HB
Для низкой режущей
силы
AH120
AH120
MJ
ML
100 - 300
0.5 - 1.5
0.5 - 1.0
0.15
Ковкий чугун
GGG40 etc.
Первый выбор
150 ~ 250HB
Для низкой режущей
силы
AH120
AH120
MJ
ML
80 - 200
0.5 - 1.5
0.5 - 1.0
0.15
9 Титановый сплав
Ti-6AI-4V etc.
~ 40HRC
Закалённые X40CrMoV5-1 etc. 40 ~ 50HRC
стали
X153CrMoV12 etc. 50 ~ 60HRC
-
-
AH725 ML
AH3035 MJ
AH3035 MJ
30 - 60
80 - 130
50 - 70
0.3 - 0.7
0.1 - 0.3
0.03 - 0.07
0.08
0.05
0.03
Когда стружка остается в зоне обработки во время пазовой или
глубокой карманной фрезеровки, используйте продув сильной
струей воздуха для её удаления из рабочей зоны.
Предостережения при использовании
Ихвсопсотлоьвзиокваание стандартного и удлиненного
При использовании длинного хвостовика необходимо
уменьшить режимы обработки (Vc, fz, ap) до 70% максимально
разрешенных условий для стандартного хвостовика
1.5
Стандартный хвостовик
Vc = 100 ~ 300 m/min
1.0
Длинный хвостовик
Vc = 80 ~ 200 m/min
0.5
Во избежание вибрации вылет инструмента должен быть как можно
меньше. Когда вылет инструмента слишком велик, необходимо
уменьшить обороты и скорость подачи.
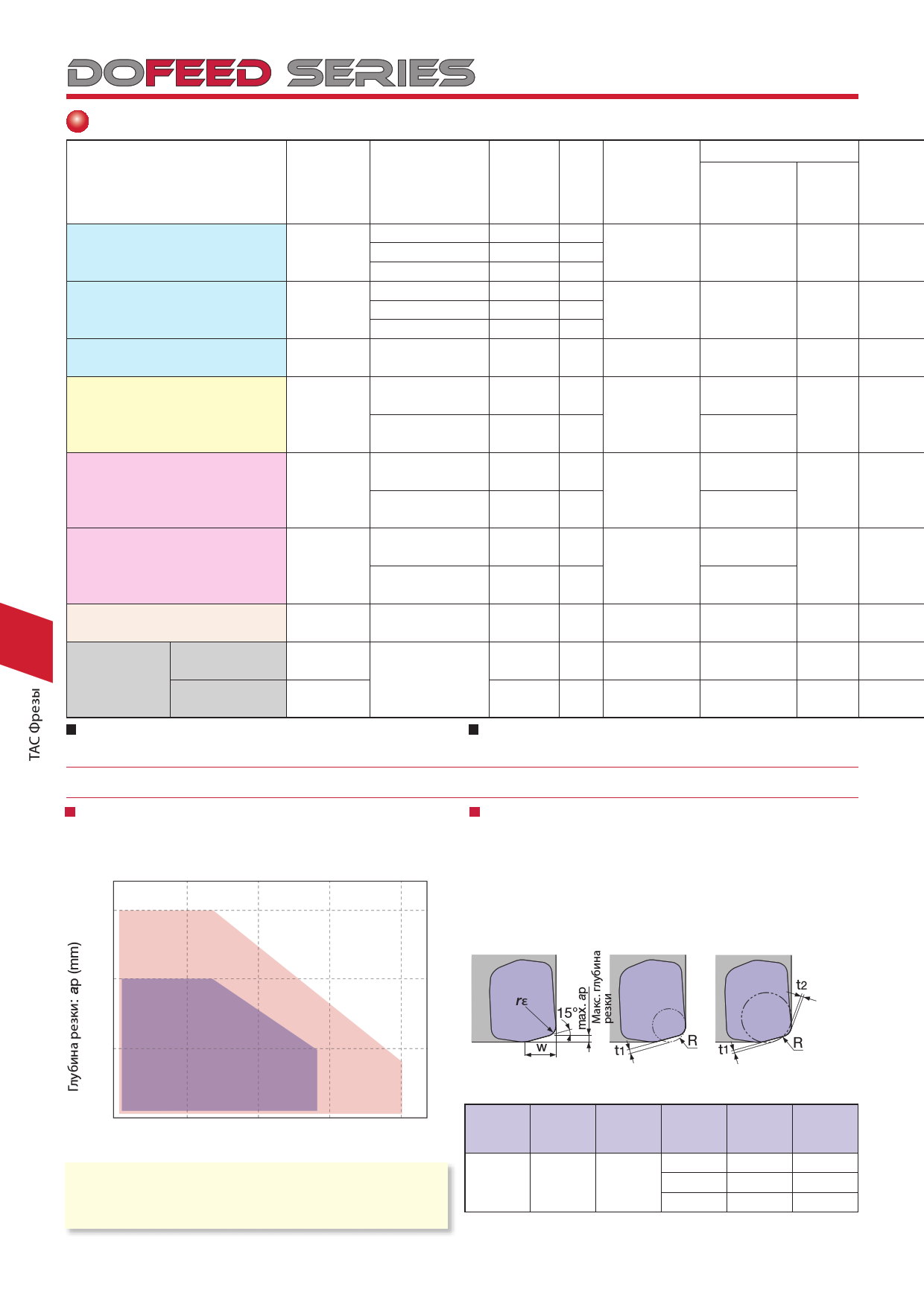
Гпероомгретармимяиирносвтарнуимюента по
При программировании для САП, инструмент следует
расценивать как радиус фрезы. Зачастую, радиус угла
выставляется на 3мм. В случае использования большего радиуса
может возникнуть излишнее срезание. Таблица ниже показывает
количество не срезанного (t1) и излишне срезанного(t2).
r
15°
w
t1 R t1
Объем, оставшийся
несрезанным
Излишне
срезанный объем
t2
R
Радиус угла при
программировании
0
0.5 1.0 1.5 2.0
Подача на зубец: fz (mm/t)
Диам. инстр.: Dc = 32 ~ 40 mm Стандартный хвостовик
Рабочий материал: C55 (200HB) Длинный хвостовик
L/D коэффициент выноса
)
Макс. глубина
резки
max ap
Радиус
угла
(mm) r (mm)
W (mm)
Радиус
угла при
Кол-во
недорезанного
Кол-во
перерезанного
программировании t1 (mm) t2 (mm)
2.0 1.00
-
1.5 2.0 6.0 3.0 0.77
-
4.0 0.54 0.26
Каждая величина, приведенная в таблице, высчитана теоретически исходя из
максимальных условий.
9 –96
tungaloy@tungaloy-tools.ru www.tungaloy-tools.ru